
Patek Philippe 5070 : An In Depth Review.
When you're considering building a collection of fine Chronographs the 5070 is certainly a piece which comes or will come to your mind, along with some past or recent models such as the Lange Datograph, the Vacherons (Les Historiques / Malte / Patrimony), and the more recent Jaeger-Lecoultre Duomètre à Chronographe.
All these references belong, in my opinion, to the top class family of Chronographs, and each of them has its own personality, with its flaws and its qualities which will be revealed by an in depth comparison (competition?).
Since 1998, and the release of the yellow gold version with its black dial, till 2008 and the birth of the platinum, which replaced the White Gold and the Rose Gold models born in 2003, Patek Philippe offered us their vision of THE manual chronograph, through the 5070, or better said, the Patek Chronograph History goes on, as the Past is rich of some beautiful models.
The Beasts:

The Beauties (I would be happy to know who to credit for these 2 pictures)


And what to say about this pure marvel, aesthetically closer to the 5070, but including a rattrapante, I mean, the Reference 2512? (Sorry, here again, don't remember who to credit for this photo) :

Now that Patek Philippe discontinued this reference, and has just released its successor, the 5170, it is time to pay it an homage, and to have an in depth view on it.
So, we'll examine the watch in itself (I) and we'll compare it to its natural competitors (II) before closing this topic with some personal thoughts as for a conclusion.
I will focus here on the white gold version, and will reserve my thoughts on the other versions at the end of this post.

Since its release in 1998, the 5070 was " felt " as a big watch, with its 42 mm diameter case.
It is funny to think about it, nowadays, as the " Horological Landscape " changed so much!
Despite the fact that it is one of the biggest Chrono among this prestigious category, the first word which comes to my mind is " Coherence ", when you have a look at the case, dial, case back and movement.
Let's detail each of these parts.
A/ The movement.
If I start with the movement, for once, it is because I think that it is one of the most important challenge on this watch, a challenge PP brilliantly won.
You know it all, the movement is built on a " Nouvelle Lemania " ebauche, reworked " in depth " by Patek.

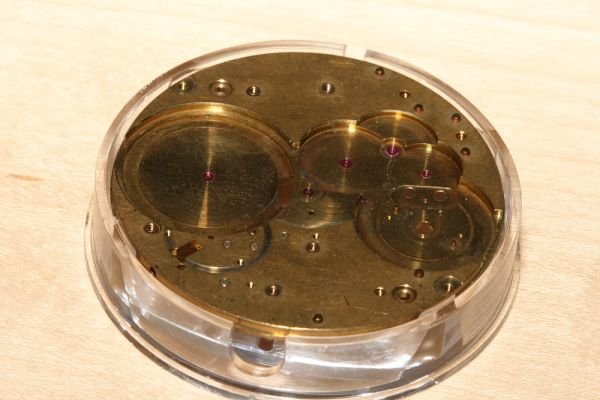
The finish is conform to the Manufacture Reputation for a watch of this segment, with some pleasant handmade anglages, Cotes De Genève, and, as often with a Chronograph of this category, a kind of sculptural overall outcome, as shown on the picture above.
The " show " is also chromatic, with an interesting blend of darkened, shiny silver and golden parts.
Here, a view on the stylized central bridge:

And here, another intriguing detail, the polished " hat ", on the top of the column wheel ( at the bottom / right part of the photo ) :

Why this " hat " on the column wheel?
Is it an aesthetical purpose, or does it have some horological virtues?
While looking for some information on that matter, Jerome wrote on an article about the new PP Chronograph movement ( which also shares this particularity I never saw on elsewhere, AFAIK ) that it was for aesthetical purpose.
Here, no split seconds, nor Flyback, as this movement offers a simple chronographic function.
Do we need more?
If yes, there are some excellent alternatives, among PP watches, as the 5959, or the new Ratrappante, the 5950 A. If not, this 5070 is good enough!

This is a low beat caliber ( 18 000 vibrations per hour ) with a good power reserve ( 60 hours ), and superbly accurate, as I monitored it during one month, and it only gained 2 seconds per day...
This is not only a matter of finish, as PP reworked this Caliber.
Here is a quote from the official press files:
" The teeth of the going-train wheels have been re-profiled for smoother transmission of energy in the movement and constant mechanical precision, with new ratios from the centre wheel to the barrel contributing to the reliability and accuracy of the movement.
The movement retains the large Gyromax balance wheel with a high moment of inertia that guarantees its timing stability."
What you don't necessarily have in mind are the dimensions of the Cal CH 27 - 70: 27,5 mm big, for 5,57 mm high.
With such a diameter, we could think that the movement would be " sunk " into the 42 mm diameter case , and that is why I mentioned the " Patek Challenge ".
Remember that the new PP Chronograph movement, the Cal CH 29-535 PS is bigger with a diameter of almost 30 mm housed in a 39 mm case, which represents a difference of only 9 mm, instead of ...14, 5 mm for the 5070 case and movement!
PP won the challenge, as we'll see now.
B/ The Case Back:

Patek managed to integrate the small movement into the 5070 big case perfectly.
The trick?
Patek opted for a bevelled (bisauté, in French, as I'm not totally sure of the translation) multi level screw in case back, larger at the base, narrower at the top.
So, the visual impression is that the movement doesn't look so small, fills the case back in a coherent way, rather than being " sunk ".
That's pretty well done, as the real size of the movement is only noticeable if you compare it to other Chronos, which we'll see later.

C/ The dial:
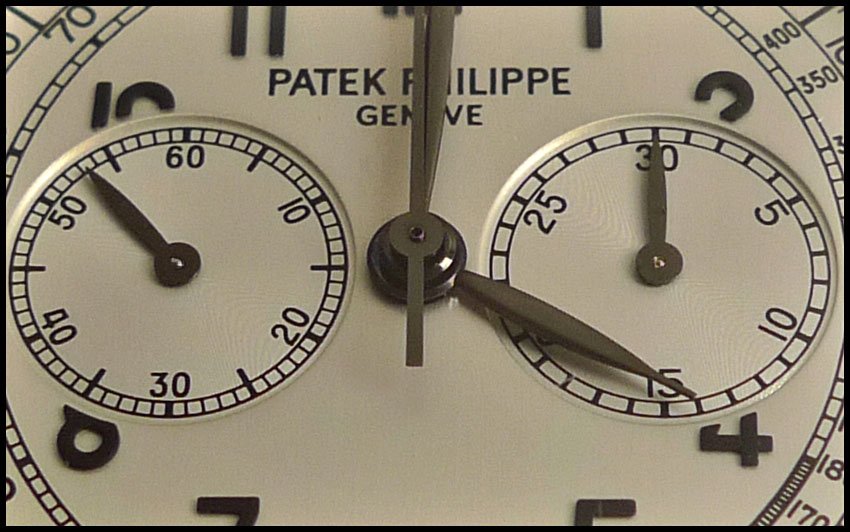
Another consequence of this rather small movement can be seen on the layout of the dial, and especially on the location of the 2 counters, which are very centred, one of the major characteristic of the 5070.
Due to the size of the movement, it seems that it was impossible to not " centre " the 2 counters.

But is this problematic?
In my opinion, this specificity is part of the charm, on this watch.
Here, Patek used another trick to decrease the visual impact of the centred counters, with a tachymetric scale, just after the seconds indexes.
This way, the dial is perfectly filled and well balanced.
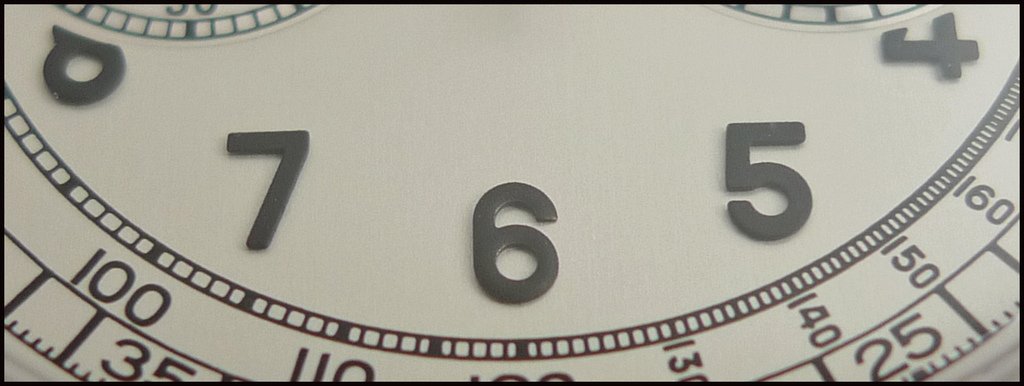
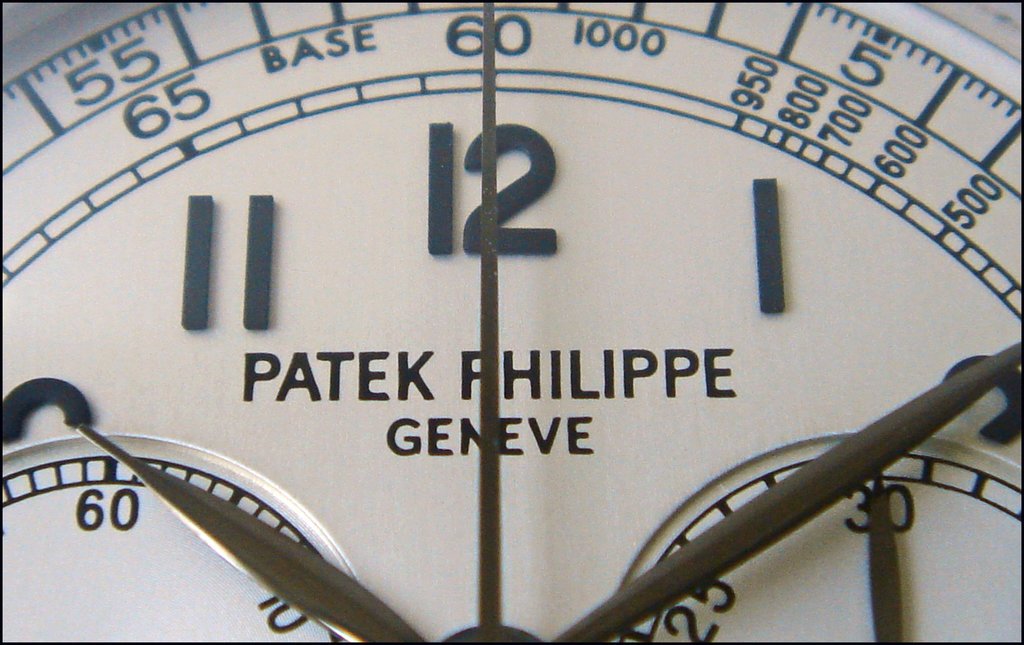
The only thing is that the counters " eat " the applied " 2 ", " 4 ", " 8 ", " 10 " applied numbers, which I find to be, personally, the only flaw of this superb dial ( note that the " 6 and the " 12 " are a bit smaller than the other numbers ) :

... To be compared to the latest 5170:
The applied numbers are not eaten, but the pulsometric scale is, and the smaller counters are not centred anymore...

Anyway, the 5070 in white gold is the only one to have darkened applied numbers, certainly to enhance the legibility on a white gold case matching with a silver dial.

The leaf hour and minute hands are sublime, and highlight the elegance of this dial:

D/ The case:
Every detail of a watch can be great, that doesn't necessarily makes a great watch.
The first feeling which comes to my mind is that the 5070 is a coherent and very elegant watch, despite its size ( 42 mm ).
It is a question of volumes, I think.
The ratio size / Thickness is excellent, here, as the case is 11, 6 mm high.
Therefore some details enhance this impression, such as the rectangular pushers, the well-proportioned crown, the multi level bezel, and the thin lugs.

A close up of the multi level bezel:
You will also notice that even the shape of the lugs make echo to the multi level bezel.
The obsession of the details...
The crown, bearing the Calatrava Cross, and the two rectangular pushers ( who could imagine round pushers on such a case? )
Now, the watch in all its beauty:

The alchemy is here, the small movement has been ingenuously used by Patek, letting show some hints, such as the 2 centred counters, and the watch is very well thought and conceived.
Look at it under different angles, you always have this feeling of coherence, elegance and balance.

The question which remains is to know if it would have been greater if the 5070 was 2 mm less big, ala 5970, which doesn't have these 2 centred counters.
Honestly, I think that it is not a big deal ,and more, once again, the 5070 has its own personality, its small flaws contributing to its charm.
The wrist test is the most important experience, to fully get the interest and strength of this Chronograph.
It is difficult to put in words, but the presence of the 5070 on the wrist is amazing, much more than into its double seal plastic package!


Casual or dressy, it doesn't matter, the 5070 is a polyvalent Chronograph.
Please note that I put the 5070P strap on my watch, as I am really attracted by the Blue / Silver Combo, the normal strap being black.
Cherry on the cake, the buckle, a simple folding one, nicely designed with this Calatrava Cross, which is, in my opinion, much nicer than the new buckles designed ala Tag Heuer.

II/ The 5070 facing its competitors:
As previously said, I will compare the 5070 to what I think to be its competitors, the Lange Datograph, the JLC Duomètre,and the Vacheron " Les Historiques " Chrono ( we will also quickly mention the VC Malte Chrono, as it was also released at the same time than the 5070 ).
May we really consider all of them as 5070 " competitors "?
Yes ...And no.
Yes, because they all belong to the category of " prestigious " chronographs.
No, because they don't all share the same degree of complications.
Let's see that...
A/ 5070 versus Datograph:
Born almost at the same moment- 1998 for the 5070, 1999 for the Datograph - these 2 superb chronographs share common goal, the release of an elegant chronograph, but in a different way.
Aesthetically speaking, first, as the 5070 and the Datograph are certainly and strongly linked to their respective brands.

The size is not the same, the perception differs.
Smaller than the 5070 (3 mm less), the Datograph offers a stronger, but not more elegant look, in my opinion.
The balance is present, on the Datograph, but not in the same way than on the 5070, with the Grande Date which composes a triangle with the 2 sub-dials located between 7 and 9 o' clock.
Therefore, the Datograph dial offers a contrast with the 2 silver counters, which receive 2 small heated blue hands.
The difference in size makes the Datograph look chunkier than the 5070, a feeling that is also enhanced by the larger and more curved bezel of the Lange Chronograph.

On the Datograph, the case is polished on the top and in the bottom parts, while the center is brushed.
On the 5070, all the parts are polished.
The pushers are more refined, maybe, on the Datograph, rectangular, but curved on the top.
So, as always, it is a matter of taste:
Some will prefer the simpler look of the 5070, others will be fans of the more sophisticated Datograph, and everybody will be right, here.
Personally, I would dare a point of view:
As for the dial: 1 to 1 between the 2 watches.
As for the volume of the case and bezel: + 1 to the 5070.
As for the shape of the pushers (and their feeling, too, when you use them) and the finish of the case: + 1 to the Datograph.
As for the presence on the wrist, it all depends on the size of your wrist, and it is really subjective, but I would rate the 5070 above the Datograph, for its perfect volumes (IMO).
Mechanically, I'd say that the Datograph is "uber" the 5070.
Not that much because of the Grande Date, even if the Lange is a nice one - not everybody would systematically care about the presence of a Date in a Chronograph - but mainly because of the movement:

Even if Patek did a great job on the nicely finished Lemania movement, they used an outsourced movement for the 5070 ( which is not the case anymore with the 5170 ), while, at the same time, Lange created a dedicated caliber for the Datograph, which is, to me, from an horological point of view, more interesting.
An in-house movement doesn't make it all... To be interesting, it has to be nicely made and finished, which is the case for the Datograph, as you can see on the picture posted above.
The level of finish is impressive on the Lange. Busy, maybe, but impressive.
Therefore, and to end with this comparison, I'd also add that the Datograph movement provides a more sophisticated series of complications, with the Grande Date and the Flyback, when the 5070 is a " simple Chronograph.
Personally, and for all these reasons, I would rate the German movement over the Swiss one, so...1 point for the Datograph.
At the end, the final score is tough:
Aesthetically, the 5070 wins, but the Datograph is very close, while this last one wins the game if we are on the horological ground.
B/ 5070 versus Duometre:
The Duometre came 9 years after the birth of the 5070.
Both are 42 mm big, and are the expression of a luxury classic Chronograph, but these are the only common points between these 2 watches.
With the 5070, no surprise.
The design of the whole watch, and especially of the dial is classic, conventional yet very elegant.
Elegant and classic, the Duometre is, indisputably, but the design is more original, as JLC managed to enhance the Chronograph function on the Duometre, to give it an equal importance, compared to the basic time, by a clear separation of the Time and the Chronograph.

On the JLC, the Chronograph is not just added, like on the Patek 5070, it is perfectly integrated to the watch, as if the watch was a pretext to release a nice Chronograph.
The finish of the dials, on these 2 watches, makes another interesting difference, with a Grained treatment on the Duometre, while the 5070 is smooth.
The bezel is more conventional on the Duometre, which also receives a brushed / polished case, like on the Datograph.

Mono or bi pushers?
Thin (11, 6 mm) or thicker (13, 5 mm)?
I would give the following score:
Bezel: + 1 to the 5070.
Height of the case: + 1 to the 5070.
Dial: + 1 to the Duometre.
Finish of the case, and of the dial: 2- 0 for the Duometre.
Aesthetically, even if these 2 watches share the same spirit, they express it in a different way, and they will each have their own fans.
I'd say that the Duometre is more refined, while the 5070 looks more coherent, with its 2 mm thinner case.
So, personally, I would rate on the aesthetical point the Duometre a bit, slightly a bit, above the 5070.
Now, if we compare the movements of these 2 lovely monsters. The Duometre clearly wins.

First, and mainly because in the 5070, the movement has been adapted for the watch, while on the Duometre, it has been specially created for this Chronograph.
The Cal 380 totally fills the case when, with the Cal CH 27-70, Patek had to use some tricks to brilliantly integrate it in the case back.
Then, in terms of conception, the Dual Wing concept of the Cal 380 (Two independent barrels, one for the Chronograph, the other for the Time is innovative, while the CH 27-70 remains traditional, not to say ...conservative.
The JLC Chronograph is a Foudroyante, while the 5070 is a simple one.
So, here, the differences are so important that the Duometre can't really be compared as a competitor of the 5070.
I'd rate the Duometre much above the 5070:
The finish seems to be a bit better on the Duometre, the conception and the " sophistication " of the JLC beats the Patek.
JLC: 3 - Patek: 0.
C/ 5070 / The VC "Les Historiques" or Malte Chronographs:
I will do a direct comparison between the " Les Historiques " Chrono and the 5070, as I own them both, and will mention the Chrono Malte.
The " Les Historiques " Chrono is really interesting to directly compare to the 5070, as the difference in size is significative (37mm / 42 mm), and is the consequence of the use of the same Lemania Chrono movement in each of these watches.
It is important to keep bin mind that Vacheron released its chrono circa 1994, 4 years before Patek, and that those 2 Chronos " lived " together during 5 years, before Vacheron changed it for the Malte Chronograph.

The " Les Historiques " has, in my opinion, a more elegant and dressier dial, almost sophisticated with this guillochage.
It is also more balanced, as the counters are less centred, without " eating " the minute indexes nor the applied numbers, and better proportioned, too, in my opinion.
Here, no need to use a trick to reach this goal.
Though, the leaf hands of the 5070 are more refined than the baton hands of the "Les Historiques".
So, 1 point for the VC dial, 1 for the PP hands.
As for the case now, it is difficult to make a decision.

The " Les Historiques " chronograph looks like a precious jewel, with the superb teardrop lugs, while the lugs of the 5070 are more conventional, still elegant.
1 - 0 for Vacheron
The Vacheron has a more homogeneous case, with a less important diameter, in regard of the movement size, but it is, visually, thicker, while the proportions of the 5070 case looks more harmonious, as shown on this profile picture.
The Maltese crown against the Calatrava crown...

1 - 0 for Patek.
As for the case back, the " Les Historiques " wins, as the movement is better integrated than in the 5070.
1 - 0 for Vacheron.
All this is of course very subjective, and each of us could indeed give another score to these beauties according to his own sensibility or preferences...
Now, if we speak about the Malte Chronograph, which had the same life than the 5070, as it was born in 2004 to be discontinued in 2009, things are even more difficult to find a winner, as both of them are identical in size.
Malte lugs, round pushers, that is a matter of taste, some will prefer, others won't.
The counters on the Malte Chrono are also centred, but smaller, and as on the "Les Historiques", they don't "eat " the indexes nor the applied numbers. (Pictures Courtesy Vacheron).

At the contrary of " Les Historiques " Chrono, it is visible on the Malte that the movement is small, due to the huge difference between the diameter of the case back, and the size of the caliber:

As for the movement in the Patek and in the Vacheron, it is, in both cases, a Lemania, finished by the 2 brands, and offering the same level of complication: No Date, No Foudroyante, nor Flyback, just a simple, but very nice chronograph.
As said, better integrated in the Vacheron " Les Historiques ", but more in depth reworked and revisited by Patek.

Indeed, it is very difficult to find a winner between these 2 true competitors.
- CONCLUSION -
There is a certain difference between the reputation, or should I say the " standing " on the 5070 and its horological qualities.
Presented as the marvel of the marvels, killing its competitors - but we saw that, in fact, only the VC Chronographs could be qualified as true competitors - the 5070 has indeed a lot of charm, and we could even think that its flaws are its qualities, added to the fact that Patek did an awesome job, here, to use such a small caliber without ruining the coherence, the allure of which is a big watch.
This is the magic of this Chronograph, when Reason is beaten by Passion, a kind of irrational love (sorry for the redundancy).
This has nothing to see with scarcity (it is not really scarce) nor value (the true value is in the eye of the lover, not on the eye of the flipper), this has to see with the feeling, difficult to put in words, when you try it on your wrist, when you can physically touch it, play with it.
There are nicer competitors, there is more interesting to see, horologically, but the 5070 is the 5070, a lovely, elegant, and very appealing watch.
Which 5070 to choose?
For once, I would say that the metal and the color of the metal are not a big deal.
I was very impressed by the platinum, with its awesome blue dial, and by the yellow gold, with a superb black dial, which is a pretty strange feeling for me as I am not at all a colored gold guy.
Though, the White Gold is my favourite, for its classic and very elegant look, but once again, this is only my taste, and some would perfectly prefer the warmer rose gold version.
I will end with a caution word or disclaimer: This review is my personal approach of this watch, MY Truth, and only My truth.
I don't have the pretention to think or to believe that this is anything else than a personal opinion on this Chronograph.
Hope that you will have pleasure reading it, nonetheless, and that it will be an opportunity to have an interesting discussion about Watches.
Best,
Nicolas
PS: I would like to thank here POY for his help on some Photoshop work (The 4 5070), and Jerome for the information he gave me about the 2512.

WOW a titanesque and thorough research work, Bravo! As for the cap on the column wheel
Thanks for your input, Alex
Can you tell us more about the finish on the VC Chrono movement, my friend?
Best,
Nicolas

Those chronographs are all stunning
Thank you for this superb review. Even if it's expressing your point of view, it is very well made and can really help someone make his mind.
As you can imagine I don't share all your opinions but all your opinions are totally respectable IMVHO.
I've been long dreaming of an Historique Chronographe, and am a great admirer of the Duometre.
I've been tempted by the Malte Chrono too but don't like the guilloche dial. The platinum Malte Chrono is probably the most beautiful of all modern chronographs I've tried on, regarding the aesthetical aspects.
The calibres are what brings me to Patek Philippe. The Lemania in the VCs (and the Breguet you didn't discuss) are really superb but not finished to the Patek Philippe level. Furthermore the job done by Patek Philippe on the calibre makes it obviously not in-house, but at least worked in-house, what is not the case with Vacheron Constantin.
The Lange calibre is for me very appealing too, and technically very strong, but I can't figure in what way its finish is superior to the Patek philippe CH 27-70? It is aesthetically different, but the finish is not superior for me.
The Datograph and the 5070 are for me too different to let me so directly compare and decide one is better than another for me.
I've always found the 5070 really superb, in all versions and specially the platinum and pink gold versions. I've never been seriously tempted because I've always found it too large for my wrist. The 5970 had the perfect size for me, but of course it's strictly personal.
You know that I'm in love with the new 5170. The style, the size, the calibre are expressing what I like for such chronographs. I'd like to see a comparison of the 5170 and the new 1815 Chronograph: two cultures meeting each other.
Cheers
Dje

Interesting....
do you think that the PP finishing on all models is the same to Lange?
thanks
cheers

agree for a 5170 comparison with new 1815 chrono.
I will follow with great interest this other report on these two 2010 novelties.
Cheers,
patrickh
The 5170 doesn't have a flyback... The 1815 does.
The true competitors of the PP 5070, are, mechanically speaking, the VC Chronos.
They share the same base, they don't have flybacks.
So, yes, the 1815 doesn't not have a Date, but its movement is almost identical to the Dato, and can't be considered a a true competitor.
Therefore, the VC and the PP used outsourced momvements, while Lange uses an inhouse movement, made and dedicated for their Chronos.
That's not really the same league, and that is a fact.
Best,
Nicolas
This message has been edited by amanico on 2010-04-20 12:32:42in fact PP 5170 and Lange have in-house movement with 2
different creations.
Best
Patrickh
Yep, that is their only common point.
Only common point as even the vibrations per hour are different: 18 000 for the Lange, 28 800 fro the 5170.
Best,
Nicolas
This message has been edited by amanico on 2010-04-20 13:10:22Also.....
good point on comparing the PP (even the new model) with the 1815....
cheers
Well, Jerome
There are a lot of things to say about the 5070 and the VC...
I'm not really sure that the CH 27 - 70 is better finished than the VC movement.
But yes, it seems that PP reworked and finished it, while VC " only " finished " the movement.
As for the Dato, I still feel that it is better finished, even if the 2 styles are way different.
As for the 1815, yes it is closer to the 5170 than to the 5070, but still, they are different, due to their mutual style; design, and complications ( Flyback for the Lange ).
At the end, which seems to count more than trying to make some comparisons is the feeling the 5070 generates, and here, on this ground, it is highly ranked.
Subjective, indeed.
Best,
Nicolas
Well it depends...
Hi Nicolas,
"I'm not really sure that the CH 27 - 70 is better finished than the VC movement."
The finish is not extremely different, and IMO the finish of the CH27-70 improved in time. The last ones are better finished than on the first 3970 for me.
"But yes, it seems that PP reworked and finished it, while VC " only " finished " the movement."
If only that could be true, but AFAIK VC does not finish the calibre, it is finished and assembled at Lemania, that's why the VC has the very same finish as the Breguet.
This common practice (such calibre makers rarely sell unfinished calibres) was confirmed to me in this case when I visited VC.
"As for the Dato, I still feel that it is better finished, even if the 2 styles are way different."
I hear that and have already heard that, but still can't understand why. I'd really like to discuss that subject with you with the two watches in hand, next time we see.
"As for the 1815, yes it is closer to the 5170 than to the 5070, but still, they are different, due to their mutual style; design, and complications ( Flyback for the Lange )."
Indeed I totally agree, they come from two different watchmaking cultures.
"At the end, which seems to count more than trying to make some comparisons is the feeling the 5070 generates, and here, on this ground, it is highly ranked.
Subjective, indeed."
Totally agreed.
Cheers
Dje

Interesting rumour
Dje
You say: ‘If only that could be true, but AFAIK VC does not finish the calibre, it is finished and assembled at Lemania, that's why the VC has the very same finish as the Breguet.’
I will not comment now as I am running at out time, but I will gladly copy/paste some information that will undoubtedly change your perception and appreciation of the work carried out or not by Vacheron Constantin.
But prepare yourself to find that it is hours of works that is carried out on the Vacheron Constantin 1411 movement.
More this evening…
Well, in-house Dressage on its own is approximately 11 hours
Copy/Paste from Vacheron Constantin Forum, article by: Alex Ghotbi
You can read and see more about the other Vacheron Constantin true finishing marks of La Haute Horlogerie

This message has been edited by PoyFR on 2010-04-21 23:37:13
Your link doesn't work
Your link doesn't work but I found this one:
www.thehourlounge.com
That may explain an evolution?
I was there in 2005 and I know what was told to me at that time. Things may have changed and obviously if they now produce the parts they certainly finish them too.
I'd like to see your article if possible, thank you.
Cheers
Dje
The link works perfectly, just in case here again
I have known Vacheron Constantin for a long time, many years. I can assure that there nothing that can remotely allow anyone to associate them with or as an assembler. Speaking of Vacheron Constantin is speaking about fine horology. As for Vacheron Constantin finish standards, this it is one of their mark widely and highly renown in the industry as well as extremely appreciated by their clients.
You may have your own selection, but remember that they are several companies in this field that stand high in standards and histories and Vacheron Constantin plays a part in that podium
This message has been edited by PoyFR on 2010-04-22 00:00:42
full article here
Movement Finish: The True Mark of Haute Horlogerie
At An age where powerful computer aided
design machines can design any watch and where the whole industry is
trying to go upscale, there is one major element which makes the
difference : movement finish.
This is what truly differentiates haute horlogerie from the
wannabes. I’m of course referring to the extremely time consuming manual
finish (and not the machine finish found in the majority of movements)
which can actually represent 1/3 of the price of a timepiece. It is the
extreme care and attention given to the smallest details whether visible
or not that makes the difference.
The goal of this article is not to detail exhaustively
every single process of movement finish, but rather give an overall view
on certain finishing techniques used at Vacheron Constantin.
You can click on the scans for a larger view and click on the films
to play.
WHAT IS MOVEMENT FINISH?
Most often, a watch movement is made of brass, maillchort (German silver), steel or gold (or any mix thereof), in high horology these metals are milled (not stamped) to create the necessary components which are in a raw form. Movement finish rids these components of burrs and traces of machining but most of all; the different processes transform dull metal into an aesthetically pleasing and eye catching mechanism.
baseplate in raw form
ready to be finished
It is important to note that each component which undergoes a finishing
touch is systematically controlled to make sure that it has not been
deformed in any way as even the slightest modification of form could be
hazardous to the watch’s correct functioning.
 |
| each component is placed under magnification for examination |
VACHERON CONSTANTIN’S FINISH AND MOVEMENT
DECORATION ATELIERS
In a calm and reposing atmosphere overlooking a beautiful green park,
Vacheron Constantin’s movement finish department team are hard at work.
These skilful hands are not watchmakers but people who have had a
special training on movement finish and decoration, called finisseurs
(finishers). Says the head of this department at Vacheron Constantin: “unfortunately
watchmaking schools no longer teach the kind of high grade finish we
need”, therefore the brand has set up a special internal program
which can take anywhere between 6 months to a year and a half to
complete, depending on the type of finish the person is to work on. The
objective, nevertheless, is for the members of the team to learn to do
all types of finish, one of the most complex being bevelling of interior
angles which takes 18 months of training!!


In the recent years Vacheron Constantin has taken an immense leap
forward in terms of movement finish going from good to exceptional in
just a few years. This applies also to the non visible and underdial
parts. I asked a person working in the ateliers if it was not too
frustrating spending so much time touching up parts and surfaces which
the owner would never see and the answer was “yes it can be
frustrating but knowing that the work is perfectly done and that the
watchmaker who assembles the movement or the one who at a later date
will take the movement apart for servicing will be pleased with what
sees gives us great pride”!
DRAWING (ETIRAGE)
Drawing is one of the very first steps in movement finish and an important process which determines the quality of the bevelling, as the quality of the latter depends greatly on the aesthetics of the former. Drawing is done on the flanks of plates and bridges to remove burrs and traces of machining giving the surface of the flanks a smooth appearance. The flank is smoothed using a file and then satin brushed with a diamond grinding head fitted on a motor called Microcut. The flank is rubbed lengthwise in order to form unidirectional longitudinal lines.
 |
 |
|
| drawing the flanks of a plate |
CHAMFERING or BEVELING (ANGLAGE)
Certainly one of the most complicated of finish methods, it is both time
consuming and requests the most dexterous artisanship. Bevelling
consists of eliminating the edges between the surface and the flanks
forming a 45° angle. The edges of the flank are gently pressed down and
then polished to give a very shiny aspect. The surface of the angle
needs to be regular and smooth with a constant width and parallel edges.
It is a very difficult process since if too much pressure is exerted
the component will deform and if not enough the angle will not be sharp
and clear.
There are different kinds of bevelling:
- Interior angles: where two bevels meet but must be made in a way that looks as if it is a continuing line, this is the finish which requires 18 months of training at VC!
- Exterior angles: the bevels meet at the exterior of the component and the corner must be sharp.
- Rounded angle: the angle follows a rounded pattern.
 |
 |
|
| exterior angle |
interior angle
|
 |
| Caliber 1400 A-Interior angle / B-Exterior angle / C- Rounded angle |
Two methods are used for bevelling, depending on the type and area bevelled:
* Files: used for interior bevelling as well as areas
which can only be reached by a small file (ex in skeleton watches). It
is interesting to note that the tools used are prepared inhouse by VC as
to perfectly correspond to the desired aesthetics. The angles are
created by using files of different sizes and grains or using abrasive
pastes. The radiance is obtained by rubbing the surface with diamond
paste covered pegwood or a specific rubber. This last step also gets rid
of residues.
 |
 |
 |
||
| work bench | different sized files | beveling |
* Grinding Wheels: used mainly for rounded and exterior bevels. Wooden and leather wheels on which abrasive paste has been applied are used. Each wheel has a different thickness, and is used depending on the size of the component or the type of bevelling. The finisher gently rubs the component against the rotating discs until the required result is obtained, then the component is polished using the leather wheal to obtain its sheen. The technique using the grinding wheel calls for extreme dexterity as material is removed and any mistake would be difficult to make up for.
 |
 |
 |
 |
|
| before beveling |
after beveling
|
Other than its aesthetics, believing also removes residual burrs and
limits corrosion.
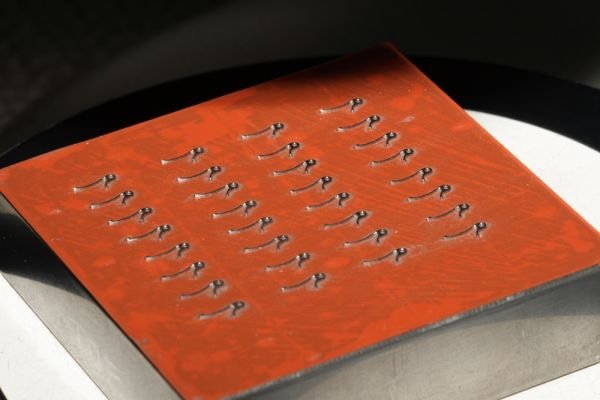
CIRCULAR GRAINING (PERLAGE)
Also called perlage due to its resemblance with a row of tiny pearls.
Circular graining consists of applying a small overlapping circular
pattern often on the non visible sections such as the top and base
plates; however you can catch a glimpse of the circular grain pattern on
the base plate behind the balance. Circular graining is obtained by
using the flat end of a piece of pegwood on which emery paste has been
applied or abrasive pads (between 1-3mm in diameter), the pad is fitted
on a rotating head which the finisher presses on the surface of the
bridge or plate to create the requested pattern. Done manually, the
pattern must be perfectly linear on different rows. Believe it or not
the calibre 1400 has 642 different circular grains of 3 different sizes!
 |
 |
|
| base plate ready for perlage | applying the pattern |
 |
 |
|
| same baseplate as above but with circular graining | side by side comparaison |
GENEVA WAVES (COTES DE GENEVE)
Geneva waves are arguably the most well-known form of finishing and are
characterized by a series of arc-grained bars etched lightly onto
bridges or plates, creating a wave-like effect.
Mainly used on the visible parts, it only has an aesthetic purpose and
in no way should be applied to functional areas as it could adversely
affect the functioning of the movement (since material is removed).
The stripes are applied using abrasive paper fixed onto a brass-cylinder
which is pressed down, lightly, into contact with the polished surface
and in a longitudinal motion will stripe the component. Each stripe
should be perfectly even and parallel to the other.
The pressure exerted on the component is of primary importance, too much pressure and the surface will look rough and too little pressure and the stripes will lack relief. In the best forms of Geneva waves, the stripes over the whole movement should align perfectly
 |
 |
|
| the machine used for applying Geneva waves | the brass cylinder applying finish to the component |
 |
 |
|
| straight lines on cal 1400 | circular lines on cal 2475 (dial side) |
BLACK POLISH (POLI NOIR)
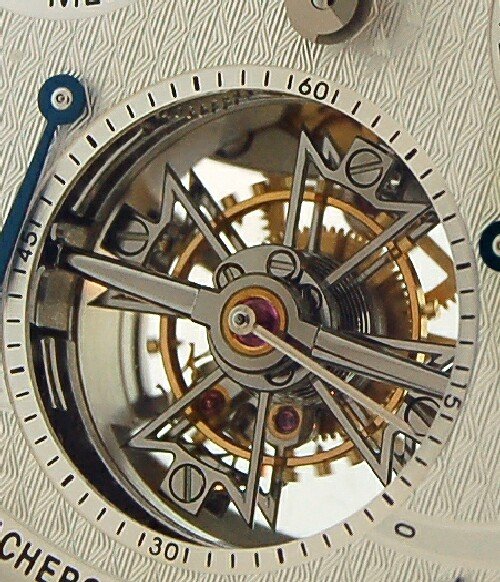
Also called mirror polish. This finish derives its name from the black or grey shine, depending on the angle it is looked at, that the component radiates. In high horology it is often found on tourbillon bridges or repeater hammers, but Vacheron Constantin also uses black polish amongst others on its regulating indexes and hairspring stud covers.
Mirror polishing is an arduous process, only possible on steel, the
component needs to be polished in a circular motion, on a zinc plate
using diamond pastes of different grains (commencing with coarse and
moving till fine grain).
Black polish is the highest level of polish achievable with no visible
markings on the polished surface (even when examined under high
magnification). The surface (which reflects light in only one
direction), depending on the angle it is looked at, will appear to
absorb all light, giving it a deep black appearance or reflect an
intense amount of light, entirely undiffused when a light source shines
directly upon it.
 |
 |
|
| index and stud cover | tourbillon bridge |
HOLES
The plates and bridges have holes drilled in them but the drilling
leaves burrs and irregularities which need to be removed. The holes’
sizes are first adjusted using a cylindrical cutting tool. Then sinks
and countersinks are rounded using a diamond milling cutter. The
jewelled countersinks often have the highest amount of polish as to give
the red jewel an eye catching visual effect.
 |
WHEELS
The different wheels are bevelled on their arms, upper and lower sides and with polished sinks. They also receive a sunray finish which consists of smoothing the wheel face with a sandpaper or an abrasive stick. The wheel is placed on a rotating machine and a stick or buff is gently applied on it as to give it a circular or sunray pattern.
 |
 |
SCREWS
As surprising as it may seem, something as relatively insignificant as screws play an extremely important role in high end watchmaking, as there is no way you can miss seeing them!
The most commonly used type of screws in high end movements is the flat
head screw which can be highly polished and with its bevelled slot and
rim has an excellent aesthetic appearance.
The screws are polished using abrasive papers or pastes. The slot heads and rims are also bevelled.
 |
 |
|
| screws holding the rotor |
BROUILLAGE (did not find an English translation)
Consists of eliminating all residues and burrs on the non visible surfaces of the components which have not received surface finish (ie: circular graining, Geneva waves…). It is done so by rubbing the component on a sheet of abrasive paper giving it a sand blasted mat look.
 |
 |
|
| the components are 1st firmly fixed on a support | then rubbed against an abrasive sheet |
 |
| before (component on the botton) and after (component on top) |
TRUE UP or STRAIGHTEN (DRESSAGE)
Similar to “brouillage” but done on the visible surface of the component
which has not received Geneva wave or circular grain finish. The
component is rubbed against a sheet of abrasive paper to obtain straight
grains in a perfectly linear manner. It is repeated in the same
direction until any blemishes in the metal that are not in line with the
desired grain are removed. This operation gives the component a
sandblasted effect.
 |
Aficionados are more and more attentive to the quality of finish but few (yours truly included) could possibly fathom the extreme complexity of a fine finish. Even though all the operations above can now be done by CNC machines the hand work, dexterity and time needed to truly bring life and brilliance to metal parts can only be done by caring hands.
No matter how technically advanced or well constructed a movement is, if the finish is sloppy or less than par the movement will not make the part. That’s why time is of little importance in Vacheron Cosntantin’s finish department, each finisher works at his or her pace making sure that even the tiniest component receives the utmost attention. Each person works on movement kits and needs to make sure that the finish applied to each component is consistent as not to have any discrepancies between parts once the movement is fully assembled.
To give you two examples of this, a plate for a skeleton watch can take over a day just to bevel, a tourbillon bridge requires over 11 hours of black polishing. In January, 100 caliber 1141 (manual wind chronograph movement) kits were delivered to the department for finish in and have remote chances of being completed by July! This is definitely one atelier which is not guided by turnovers and numbers but by perfection.
A dedication to perfection which lead independent maestri Kari Voutilainen and Philippe Dufour to respectively laud the finish of calibres 2475 and 1400 as being part of the top in today’s high end horology, and once such respected watchmakers, known for their superlative finish, speak as such then alea jacta est.
patek moonwatch
Sorry but
Sorry but your second link still doesn't work (at least with my computer)!
Don't worry I don't need such a lesson about Vacheron Constantin! I've looked closely at them for more than 20 years now.
I certainly don't know all, but enough to not agree with all that you write.
All I can say is that when I visited them in 2005 (in Vallee de Joux) I was told by the gentlemen who were assembling the Vacheron Constantin /Haut de Gamme perpetual calendar module on the chronograph calibre base that they were receiving the chronograph calibre finished and assembled directly from their neighbour Lemania.
That may have changed if they now produce themselves the parts, they consequently obviously finish and assemble them too. I'd love to see pictures of that. Looking at the picture of such calibre in the current manual wind chrono I'm very happy to see that they perfectly replicate the standard Lemania finish (which one is really very nice by the way).
Regarding casing calibres, Vacheron Constantin has for years cased Girard-Perregaux automatic calibres (in the former Overseas for instance) and is still casing Jaeger-LeCoultre automatic calibres (calibre 1126 in the current simple Overseas) or Frederic Piguet automatic chronograph calibres (calibre 1137 in the chrono Overseas for instance). Audemars Piguet does the same.
Vacheron constantin has developped a range of calibres they superbly produce, finish and assemble fully in-house, but that's a very recent turn they took in the last say ten years. Cal 1400, 2455 or 4400, and all the actual tourbillon and repeating calibres for instance).
Vacheron Constantin is not historically a calibre maker and has been associated to LeCoultre for that for a very long time. I'm very happy to see their in-house calibres now but that's not what makes Vacheron Constantin's history IMVHO.
Cheers
Dje
No need to be sorry
I fail to understand your sentiment when you say: 'I don't need such a lesson'
I am far from the thought of giving a lesson to anyone, you included. I am sharing gathered knowledge on this topic, that is all you ought to here read.
I would be sorry to learn that a 255 years manufacture is misleading his clients (me included) in making false claims and presentations, but in truth I am very far from believing that.
The information I reply/posted is from Alex Ghotbi, I am confident of the information he officially shares with his community at the Vacheron-Constantin forum.
You will also find here below a copy of the information Vacheron Constantin was happy to share about their works on the 1141 movement. Basically it details the steps of their works on on the 1141 brut ébauche.
The below information does suffice me to undoubtedly understand that Vacheron Constantin is not just‘in-casing’movements whereas in-house or sourced.
Official document from Vacheron Constantin
Calibre VC 1141
Etapes de terminaison effectuées sur le mouvement par Vacheron Constantin
1/ Réception de l’ébauche brut de Breguet.
Elle se compose de la platine, des ponts et une partie des aciers.
2 A réception, VC effectue les différentes opérations de terminaison qui consistent :
- Pour la platine : Perlage à la main
Mise en couleur : rhodiage
Pré-montage à la main
- Les ponts : Brouillage dessous à la main
Etirage des flancs à la main
Anglage poli à la main
Côtes de Genève à la main
Gravure des textes et des numéros
Mise en couleur : dorage et rhodiage (ponts bicolores : gravures dorées et ponts rhodiés)
Pré-montage (goupilles, pierres, tenons et excentriques)
- Les aciers : Brouillage dessous à la main
Etirage des flancs à la main
Dressage du dessus des pièces
Anglage poli à la main
Pré-montage (goupilles, pierres, tenons et excentriques)
3/ Après avoir fini la terminaison et la décoration du kit, on part sur l’assemblage avec l’Atelier des Complications. Ce dernier se charge d’assembler le calibre, de régler et d’ajuster la partie chronographe et d’effectuer le réglage de la bonne marche de la pièce.
4/ Emboitage de la pièce dans l’habillement Vacheron Constantin
5/ Contrôles d’étanchéité, de précision, de réserve de marche et de fiabilité du chronographe.
By the way
You links work from my house but not from my office, I don't know why!
Sorry about that.
Cheers
Dje

Yves, please see my reply to Amanico below
Not directed at Alex Ghotbi or VC (I consider Alex a personal friend and he is, historically, the VERY FIRST PERSON to ever post on a PuristS forum, and as such, is an Original Purist Emeritus) specifically, but you and I both know that marketing materials and articles need to be taken in their proper and intended context.
I challenge anyone inside VC to make the public statement that they have ever produced an exclusive, completely inhouse wristwatch calibre prior to the recent ones (since the late 1990's.)
And the first one that was claimed as inhouse? Do we really need to get into the dirty laundry of who actually created that movement, who it was originally intended for (a haute de gamme brand of another large high horology group) and how VC ended up with it? and what the quid pro quo was?
The problem with history? It already happened, so no matter how the revisionists want to pretend it happened differently, how it happened, already happened.
So please, passion, yes, but please, tempered by reasonableness.
We all share the same interests here, amigo.
Only JLC has a history of true manufacture...
Dear DJE,
Only JLC has a history of true manufacture. Members of the grand three (PP, VC, and AP) do not have such history. VC is no exception.
Therefore, writing, as you did, that "Vacheron Constantin is not historically a calibre maker..." needs some balance and should be put into proper perspective, as it seems to imply that PP is historically a caliber maker. Which is not quite true. (I know, you did not say that, but the conext clearly implies it.)
Case in point is that all PP chornos prior to now used either Valjoux or Lemania movements. Because Valjoux and Lemania were specialist in chrono calibers and made the best designs.
(There is really too much froth whipped up nowdays about the "in-house" movements, as traditionally Swiss watch makers relied on the specialist caliber designers and makers.)
AJ
AJ, since we are on the subject of historical facts (and exposing historical myths...
Hi AJ,
"Case in point is that all PP chornos prior to now used either Valjoux or Lemania movements. Because Valjoux and Lemania were specialist in chrono calibers and made the best designs."
In fact the majority of PP chronos "in the golden age" were by Piguet, mostly Victorin Piguet.
PP was a "true manufacture" long before VC and AP in the 20th C, despite all three's status in the exclusive "Big Three" club. VC NEVER had their own in house wristwatch (wristwatch added for clarity TM) calibre, and it could be argued that neither did AP, until the late 20th century. In that sense both were "etablisseurs" not true "manufactures" in the realm of wristwatches. AP did create from scratch many pocketwatch calibres, VC some as well, I believe.
PP has been a true "manufacture" since LC helped them set up in house production in the early 20th C.
The significance of these facts varies from enthusiast to enthusiast, but at least let's keep the facts straight.
I sense a certain aggressiveness based on some dubious positions and segues in this thread; a bit sad and frustrating...(not directed at you, AJ, this last...)
TM
This message has been edited by ThomasM on 2010-04-23 12:13:45...on historical facts
Thank you for your input, TM,
Indeed, Victorin Piguet should be included in the list of specialist firms that provided chrono calibers to PP. (Although, I was inder the impression that the majority suppliers since the 1960's were Valjoux cal. 22/23 and Lemania cal 2320.)
Also, to my knowledge, PP began production of own calibers only (some years) after the Sterns bought it in 1932. (LC tried to buy, but Sterns eventually got the company.)
VC have had and still have an in-house production of the 13"' repeater movement. It was the only in-house wrist-watch movement they've had until recently. But they did have one
As to the past, going back eones: after G.-A. Leschot (a talented engineer working for VC) modernized "serial" movement production in mid-19c, VC became a supplier of pocket watch ebauches to the Swiss industry. This is well known. (Who knows, maybe PP bought ebauches from them too.)
AJ