
A visit to the Lange manufactory in Glashütte
A visit to the Lange manufactory in Glashütte
An tour of the Lange Uhren factory in Glashütte covering the manufacturing and finishing of parts, assembly and testing, including in-house hairspring production
By Su Jia Xian (SJX)
Lange watches are today made at the Lange I and Lange II buildings on Altenberger Straße. Originally the premises of clockmaker Strasser & Rohde, Lange set up here after the company was re-established in 1990 because the original Lange building at Ferdinand-Adolph-Lange-Platz 1 was owned by the town of Glashütte and unavailable.
Fortunately in the year 2000, the town of Glashütte agreed to sell Lange the building at Ferdinand-Adolph-Lange-Platz 1 which was not only the Lange workshop but also the residence of the Lange family before the war. Today the building houses the administrative offices of Lange, as well as the service and restoration departments.
Funnily enough, Glashütte Original sits in between the two Lange sites on Alterberger Straße and Ferdinand-Adolph-Lange-Platz. Across on one side from Ferdinand-Adolph-Lange-Platz 1 is Nomos while opposite on the other side sits casemaker SUG, partially owned by Sinn. Glashütte is the centre of German watchmaking.

The Lange manufactory seen from Altenberger Strasse
My guide for the tour was Arnd Einhorn, Lange’s Director of PR, and someone who has been with the brand since almost day one. It was my tremendous pleasure to be shown around the manufactory by Arnd.

Arnd Einhorn
This report will take you through the manufactory. Since being re-established, Lange has gradually grown its technical and manufacturing capability for movements. Lange has invested a tremendous amount in its factory, especially given its small output. Most notably it makes it own hairsprings. While there is no official word on this, I would surmise Lange also makes components for other Richemont Group companies. If you can only read one post of the eight parts I recommend clicking on the one covering hairspring manufacture.




Above: The main lobby of Lange
This epic post is largely factual with lots of photos. I will post a concluding article later on, after readers digest this. But to sum up my feelings about Lange Uhren: it is a small manufacture staffed by talented, but also proud yet humble, craftsmen and women – there are 450 staff making only a few thousand watches a year – who believe they are making the best watches in the world – and in many ways they are right.
My future posts will cover other aspects of Lange, including restoration and the town of Glashütte itself.
This message has been edited by SJX on 2010-11-19 07:26:58Part 1: Milling and drilling
Lange's trademark German silver plates and bridges start out as blanks which are first polished flat (below).

Then they are drilled and machined into the requirement components in another area. Milling and drilling of larger parts, like bridges and base plates, are also done in this department.



Below: German silver plates in various stage of completion; notice they are gilded and engraved before they are machined






Steel and brass parts are also machined.

Because of the extreme precision required, the drill bits are a key part of the process and each bit must conform to exacting standards. They are inspected with what is essentially a microscope that compares the bit against a template.




Smaller parts like gears, screws and balance wheels are manufactured here. One of the machines used is this milling machine fed by an automatic barfeeder (the long piece of equipment on the right) which feeds a bar of metal into the CNC machining centre on the left.






This message has been edited by SJX on 2010-11-12 08:24:24 This message has been edited by SJX on 2010-11-12 08:24:46
Part 2: Wire erosion
Small components with complex shapes are produced via wire erosion.




Put simply this technique utilises an electrical discharge in a wire which cuts through the material.

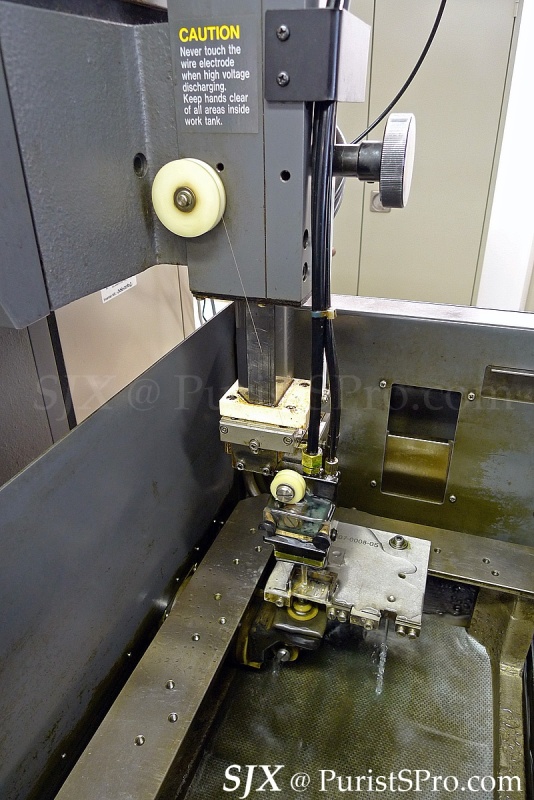

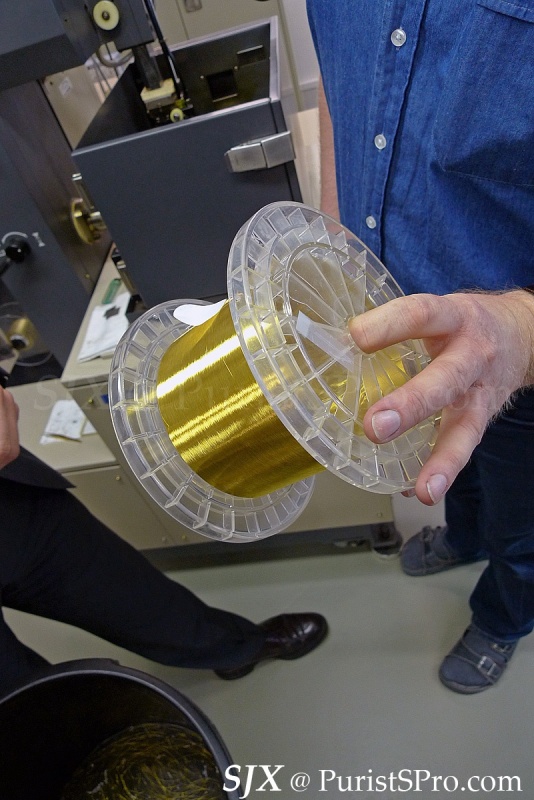
Above: The spooled wire before use and the discarded wire (below)

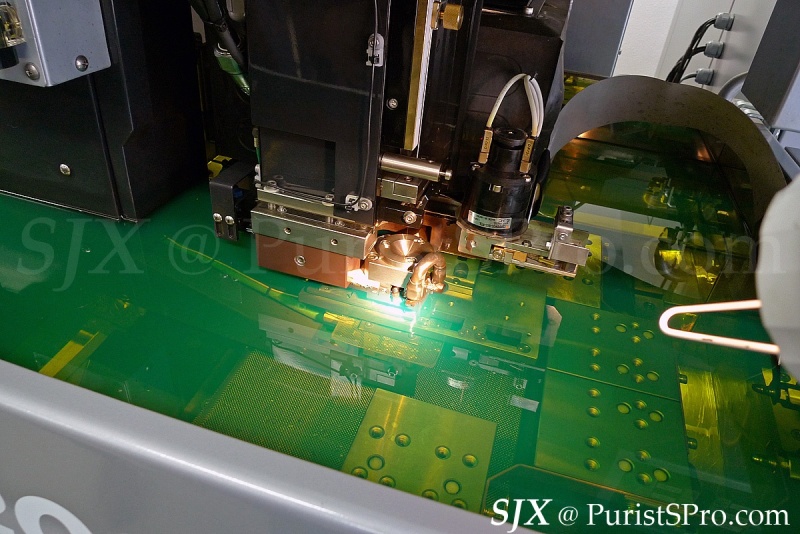
Above: The green liquid is a dielectric liquid
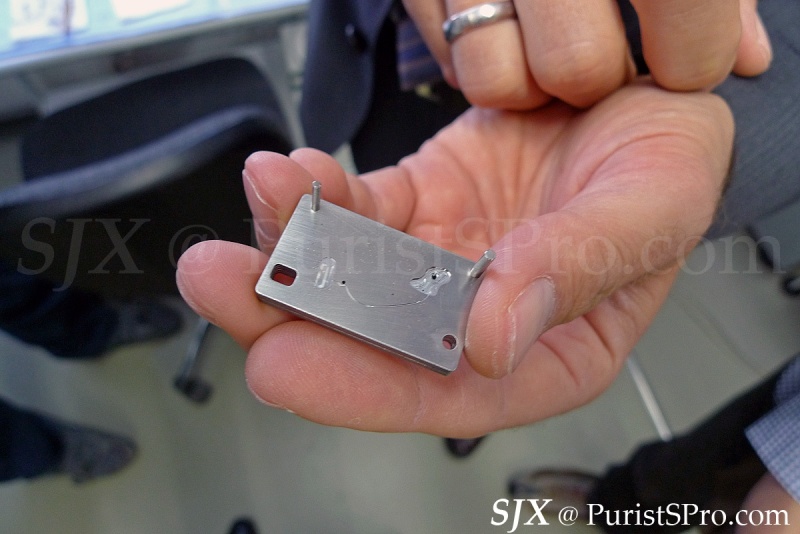
Blanks are stacked and then cut several at a time.



This message has been edited by SJX on 2010-11-12 08:26:00
Part 3: Checking of tolerances
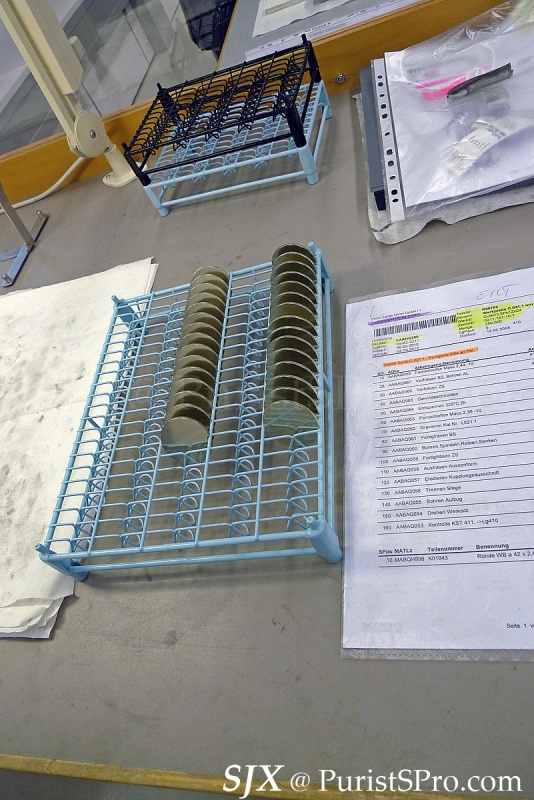
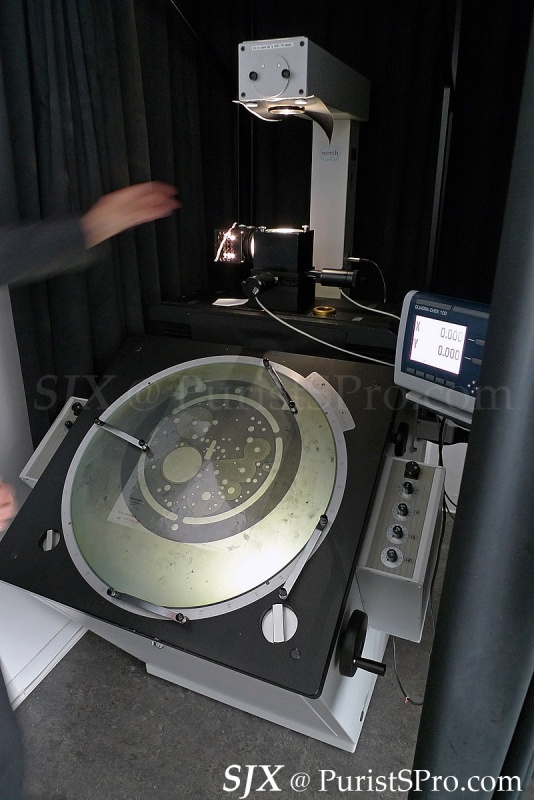
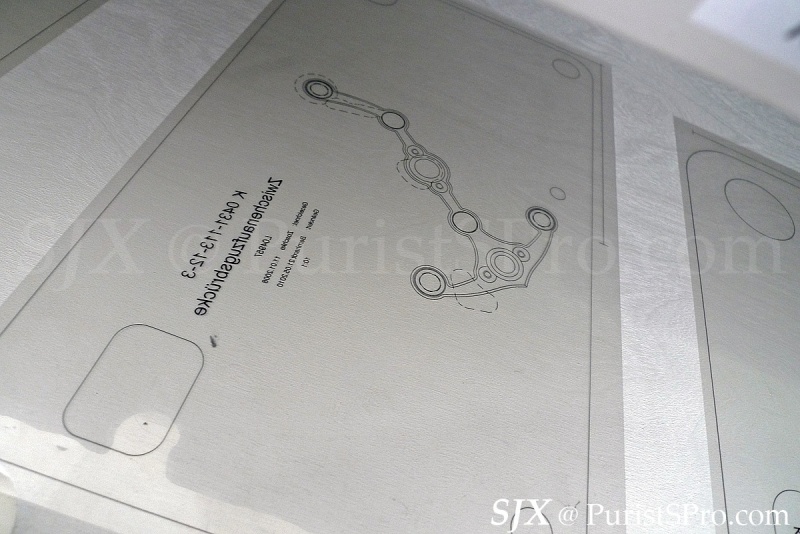
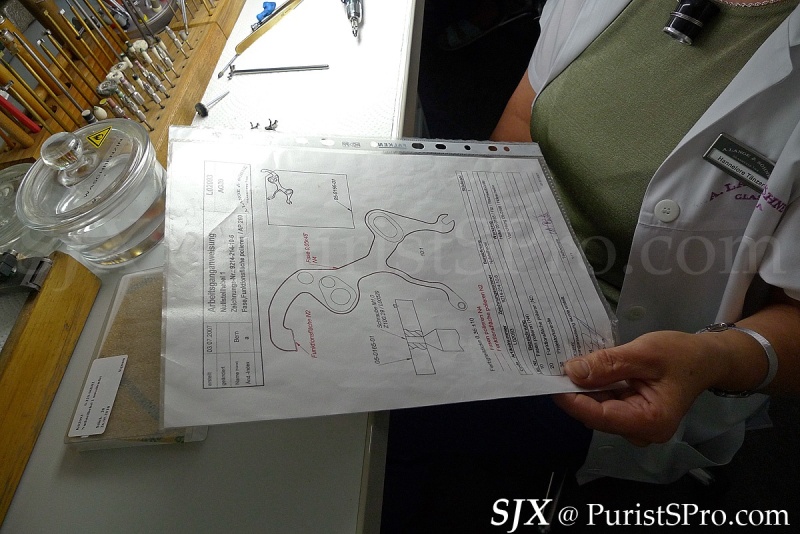
Parts are then subject to quality control, to ensure the tolerances of the entire part, including thickness, wide, size of holes, are up to par. This is done optically, by comparing the component to a template. Some aspects of certain parts must be precise to millionths of a metre!

Below: Optical comparator with the template on a tranparency



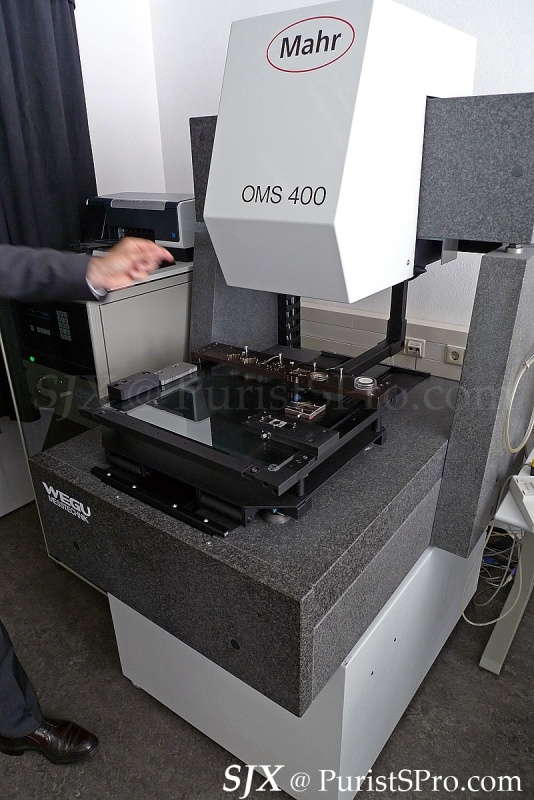
The measuring centre below is mounted on a one-tonne granite block to ensure there is zero vibration when measuring the part. This micrometer compares the sample against a reference on the computer.

This message has been edited by SJX on 2010-11-12 07:29:46
Part 4: Hairspring production
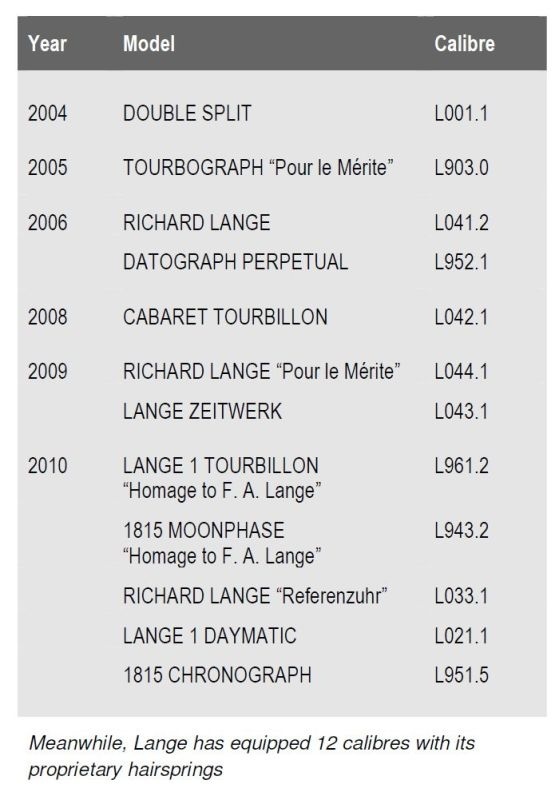
Since 2003 with the Double Split, Lange has been making hairsprings to equip a portion of its production, mainly the high-end, complicated models.
During the GDR days, hairsprings could not be imported so the state-owned watch enterprise, Glashütter Uhrenbetriebe (GUB), had to make its own hairsprings. Reiner Kocarek, the resident hairspring specialist, used to work for GUB and it was there he acquired the requisite knowhow.
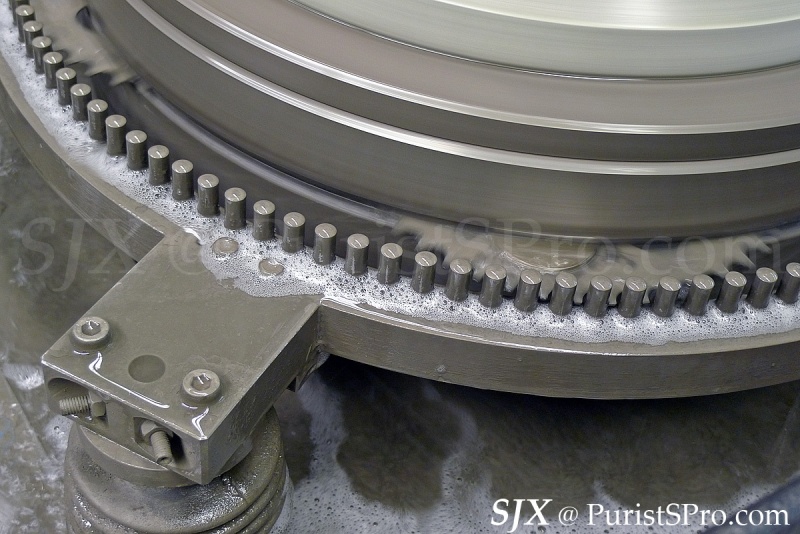
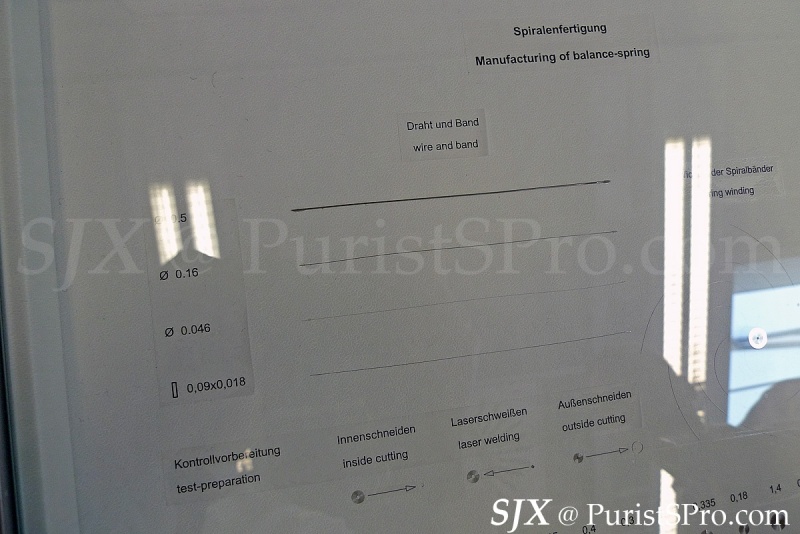
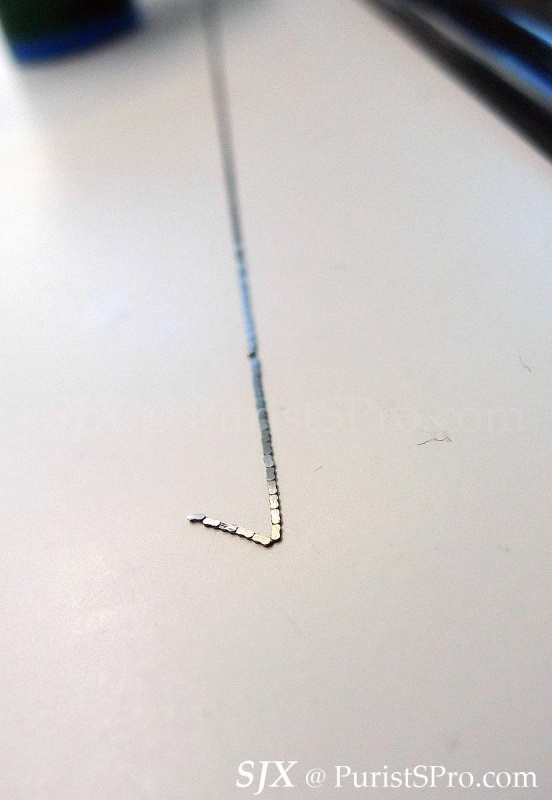
The hairspring begins with the raw Nivarox alloy which Lange buys from a supplier (below). This wire is 0.5 mm in diameter. It is then draw through a series of dies, stretching it out and reducing its diameter. This is done repeatedly until the wire is a mere 0.046 mm in diameter.


Above: The dies for stretching out the wire
At this stage, however, the cross-section of the wire remains round, while the profile of a hairspring is rectangular. So the wire is then passed through a pair of rollers to flatten it. As the wire emerges from the rollers it is measured by a laser micrometer.

Mr Kocarek with the precious rollers, and more of them in a drawer (below)

The resulting hairspring must be excruciatingly precise. If it is off by a mere 0.1 microns, the resulting escapement can deviate by up to three minutes a day.
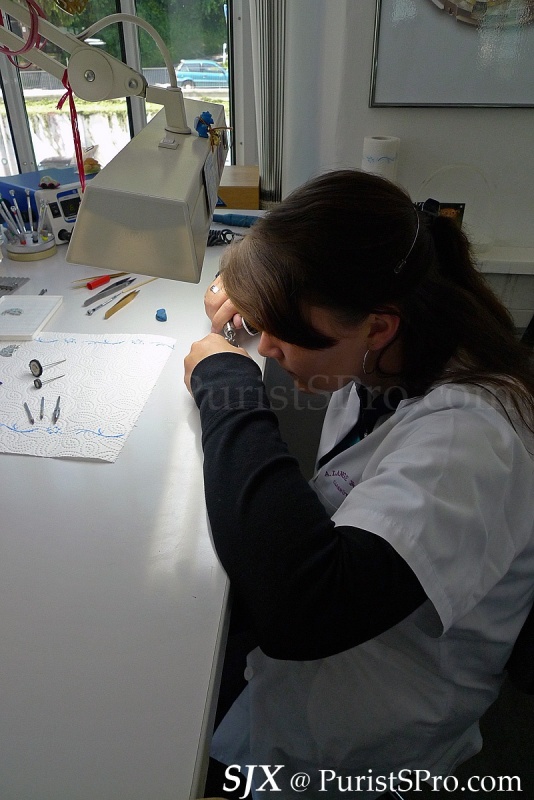
After the hairsprings have been stretched and flattened, they are cut and several are manually coiled together. They are then tempered in an oven.



Above: Coiling the hairsprings
Afterwards the hairsprings have to be separated in what is definitely the most low-tech process in the whole manufactory. The coiled hairsprings are placed inside an empty plastic chocolate box (I suspect it’s Ferrero Rocher) and shaken vigorously. They magically pop apart and separate.
Below: The oven for tempering the hairsprings

Below: Mr Kocarek separating the coiled hairsprings
This message has been edited by SJX on 2010-11-12 07:09:07
Part 5: Finishing
Lange is of course well known for the remarkable finish applied to its movements. Consequently, out of approximately 450 employees, 70 work on finishing movement components, which is one of the highest ratios in the industry.



There really isn’t much more to be said about Lange’s finishing except that it is outstanding so I will let the pictures tell the story.








This message has been edited by SJX on 2010-11-12 08:26:50
Part 6: Engraving
One of the trademarks of German movements is the engraved balance cock (which was, along with the three quarter plate appropriated from the English). Engraving is a simple process: a burin (a chisel with a sharp tip) is used to remove metal. But it is done freehand and requires immense skill. Engraving a balance cock for instance takes about an hour.





Above: Helmut Wagner and his watch
Lange has a team of six engravers, led by Helmut Wagner. They are responsible for the engraved balance cocks, as well as custom engraving work. The italic text engraved on the movements of the 165th Anniversary Homage to FA Lange is also hand engraved.
Below: Cards for each engraver showing the individual styles of balance cock engraving; Lange owners visiting can take one that matches the work on their watch


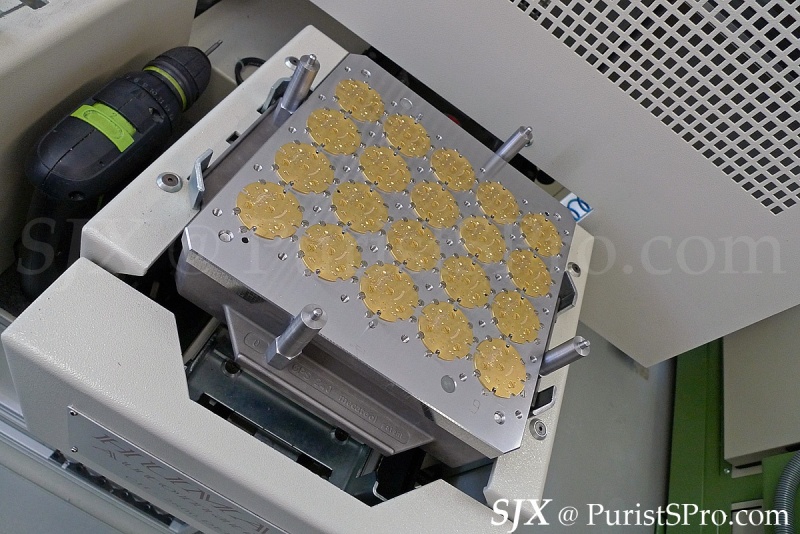
Below: Three-quarter plate of the honey gold 1815 Moon Phase


The engravers can do both relief and intaglio engraving. Examples of relief engraving include custom case backs, while intaglio engraving is the type seen on balance cocks.


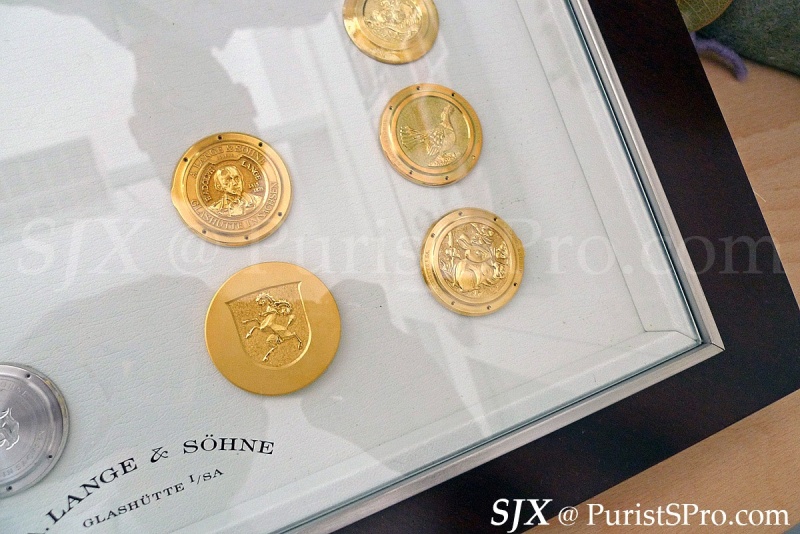
Various examples of engraving past and present
This message has been edited by SJX on 2010-11-12 06:42:06Part 7: Assembly
Lange makes no secret of the fact that its movements are assembled twice. The first time round some components are undecorated; amongst other things the three quarter plate has no striping and the gold chatons are unpolished, and the screws used are plain steel working screws. The semi-finished movement is tested, before being disassembled and cleaned. The necessary parts are then finished and subsequently final assembly is done, followed by adjustment and casing.
Below: Testing after final assembly; in addition to timekeeping tests the Werkkontrolle shown below department also ensures that assembled pieces are free of blemishes



Complications are assembled in a smaller area. This is where masterpieces like the Tourbograph – only one is finished each month – take shape.
Below: Complications atelier



Datograph Perpetual movement


Tourbograph Pour le Merite






This message has been edited by SJX on 2010-11-12 20:05:31
Part 8: Testing
Tests of prototypes and samples from initial production batches are also done in the manufactory. These tests are intended to help development of new products; they are not meant to test all production pieces.

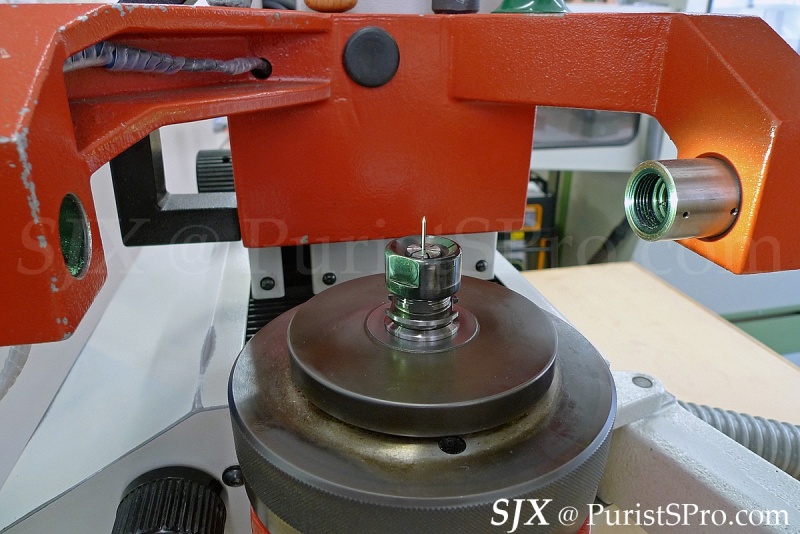
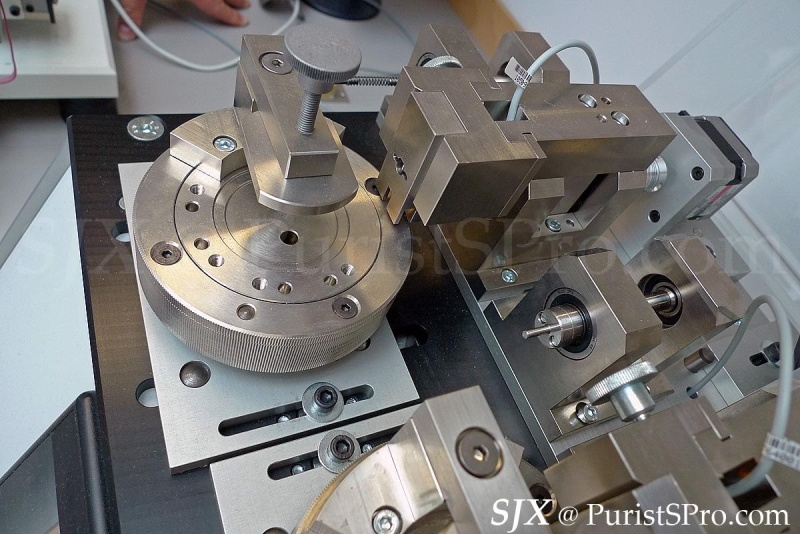
Tests include endurance tests for push-button mechanisms like the chronograph and big date. The date, for instance, is continuously advanced by one century. The setting mechanism is similarly abused with crown rotated thousands of times at a go.
Below: Testing of chronograph pushers


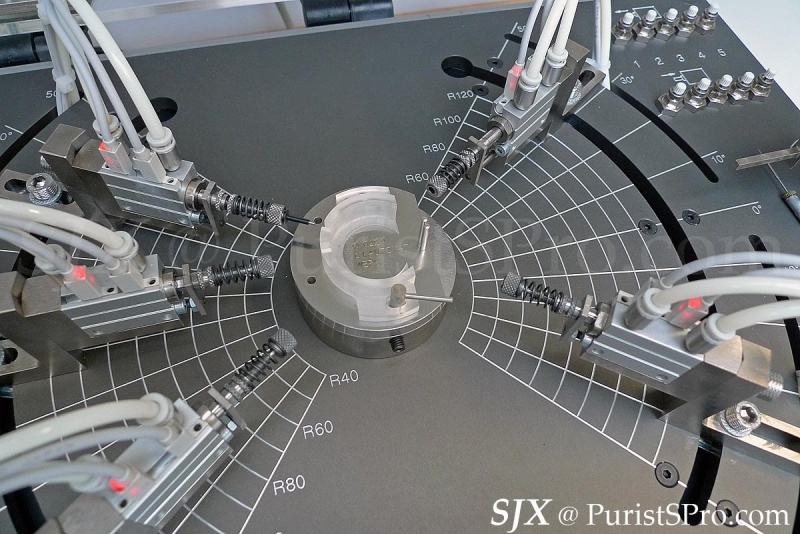

Below: Testing of the setting mechanism


The jumping of the date disc is also recorded by a high-speed camera, to ensure it switches correctly and to help the movement designers fine tune the mechanism.


Another test is an impact test whereby a hammer strikes the watch, sending it flying. This simulates dropping the watch onto the floor.



Yet another test involves placing a watch inside an unlined wood box and then shaking it. Vigorously and continuously.

Many memories conjured!

SJX, great report!
Maybe a good reason to go once more - at least

Thanks for sharing!
Oliver

Comprehensive post ! How many of the homage set are left in production ???
!I counted 11 moonphase plates.
Did you see more
?Great, great comprehensive insight into Lange !
Many thanks.
Regards
Moritz
Production rates are different
One Tourbograph is completed a month, while several tourbillon and several moon phase are. I expect the Tourbograph will take several years to finish while the others will be completed sooner.
- SJX

fantastic post, thanks so much!
Indeed, the hairspring production is especially interesting.
Best
Andreas


You have a great job
Traveling to all these places looks like a lot of fun. One can see why Lange watches cost what they do. A few questions. Where do they get their hairsprings for the less complicated models? Do companies that make hairsprings for distribution follow the same process as Lange or is there a more automated process for less expensive springs?
What happens if a watch fails a test such as the hammer or shaking actually causing damage? Do they correct issues and test again or do they start over? Thank you for the in depth report. Knowing how a watch is constructed, all the steps involved, makes the finished product more special, seeing the expertise it takes to produce one watch.
Stewart
Some answers
The outsourced hairsprings are standard Nivarox.
The hairspring companies generally use similar processes, but on a much larger, automated basis. There is much, much, much less manual work.
The tests are typically done on prototypes in development and samples from the first production run. They are intended to improve the development, rather than test for quality on finished products. So if they fail the test, the movements are reworked.
- SJX
Standard Nivarox ... Nivacourbe shockproof spring
Nivacourbe from Nivarox-FAR SA as a shockproof spring would be a adequate choice.
ETA SA invented this spring actually and offers it es Etastable.
But as mentioned above the existing contracts might make a replacement of the spring too costly, I suppose.
Regards
Moritz
Just to be clear I am not certain what specific Nivarox hairspring Lange uses
I used the term generically, to contrast with an in-house hairspring. I presume Lange uses the highest quality Nivarox hairsprings.
- SJX


Thank You for your comprehensive report
Thank you for your wonderful report. The time that you devoted to putting together your presentation is appreciated.
I am very proud to wear a Lange watch (Datograph). I look forward to buying the next one (Richard Lange). I now have more of an understanding as to why they are so expensive, but I sincerely believe that I am getting real value for my money as compared to the other brands.
Cheers - Mark

I don't like that evil hammer machine...

I hope someday I can buy my dream watch (Lange 1 Moonphase) at the ALS boutique in Dresden and also visit the manufacture (and also GO).
Thanks for the report, SJX
Marcelo

thanks for a fantastic report and explantion of the processes involved
Several thousand times
but as noted before, only prototypes and samples are put through these tests, just to make sure there are not inherent weaknesses in the design.
- SJX

simply great reporting...
wow...love the step by step and the great photos...
noticed that paper towels are part of the finisher's desktop...
loved the report...amazing stuff...thanks!
Thank you so much...an incredible report!

that's an Unbelievable Report!!
it's the Mother of all Reports .the best i've seen.!!
THANK YOU so very much for sharing..
Tony
