
Manufacture
DonCorson's visit to Thomas Prescher Haute Horlogerie offers a rare, detailed look into the intricate process of casemaking using CNC machines. This report demystifies a critical aspect of independent watchmaking, highlighting the precision, challenges, and significant investment involved in crafting watch cases from precious metals.








Casemaking at Thomas Prescher Haute Horlogerie
Today I will be visiting Thomas Prescher to see their CNC machine making case parts and learn how this is done. After arriving in Twann by train I realise that I could have better taken the boat for a leisurely voyage. The train station is about 15 yards from the pier.


After a 5 minute walk to the Prescher shop I find Thomas and Marc, one of his watchmakers and CNC specialist, ready to go.
This box holds the 18k rose gold blanks for 5 cases. The blanks are stamped to approximate size to reduce the amount of gold that needs to be purchased and also the time needed to machine the piece. As can be seen here from the blanks each case consists of 4 horns, the case band and the front and back bezels.

On the left we see a horn as it is finished on the CNC. It now needs satinage treatment and final polishing. On the right is a horn that came unglued from its support during machining. We can imagine how the machine is programmed to move forward and sculpt the horn out of the block of gold. Unfortunately this piece is now waste and will have to go back to the gold recycling. The investment in gold and machine time lost.

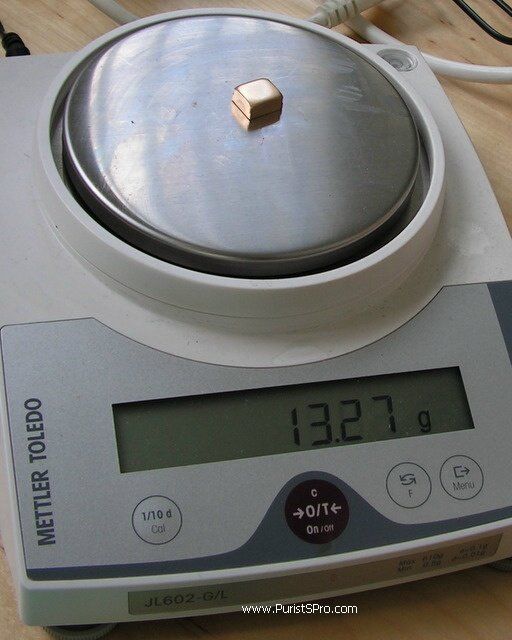
CNC machining is a very loss-heavy way of working in any case. Here we see a horn blank on the scale, 13.27 grams.
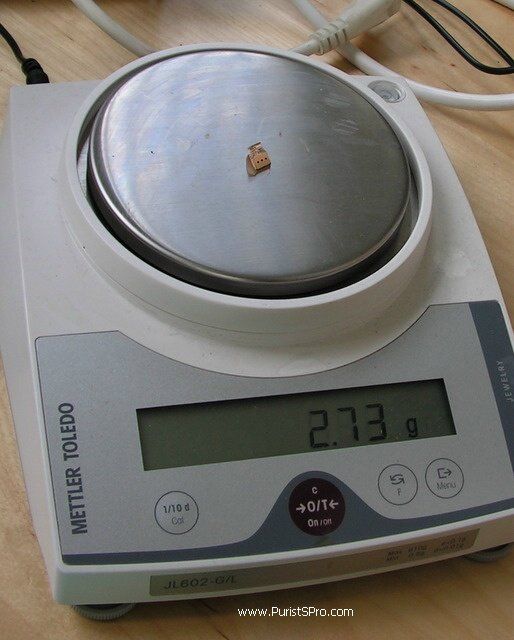
The final horn below weighs 2.73 grams, the rest is loss. Of course most of that loss is recovered and recycled, but not without high costs.
Before machining can start the blank is glued to its support, hopefully it will hold for the entire machining process. Two component glue is used and it is cured at 120°C for maximum hold. With this temperature the glue can hold around 200kg/cm3
For each piece of the case 5 or 6 different hard metal cutting tools are used. So it is a total of around 15 tools for the entire case. They all need to be adjusted in length before use. After manual adjustment in the first step of the machining process the machine measures all the tools while turning with 3000rpm very exactly using a laser to be able to adjust the lengths as necessary and be sure that the tools are all mounted in the correct positions in the tool carrier.

The cutting tools are hard metal carbide tools. Cylindrical and spherical tools go from 3mm down to under 0.1 mm. Here in the foreground we see cylindrical cutters, 0.15mm in diameter. For rose gold the entire set of tools needs to be replaced after each complete case.

On the left can be seen the tool changer with 7 different tools. The tools are automatically changed under program control.

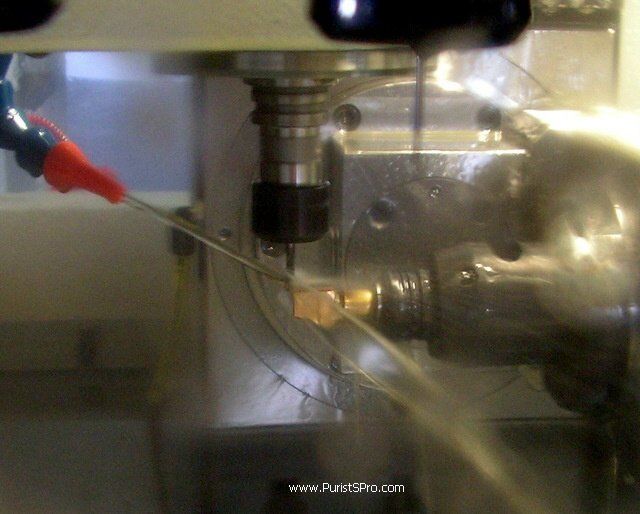
Below we see the blank mounted on its support in the CNC milling machine ready to go. This machine is called a 3+2 machine. It can move along 3 orthogonal linear axis’, x,y,z and has two rotating axis, around the x and z axis’.

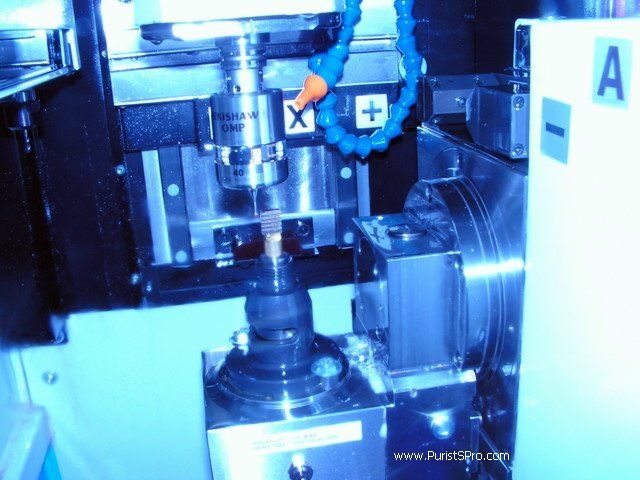
After measuring all the tools the CNC then measures the work piece to know its exact position. The measuring tool shown here communicates with the control computer by infrared transmission so it can be treated like any other tool by the machine mechanics. The light in the machine is not on during this process, to support the transmission of the data to the sensor. My camera seems to have been disturbed by the infrared which gave the next photo has its special color.
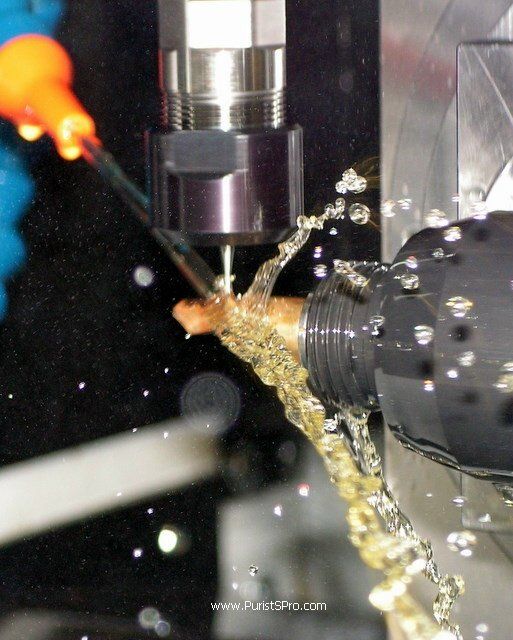
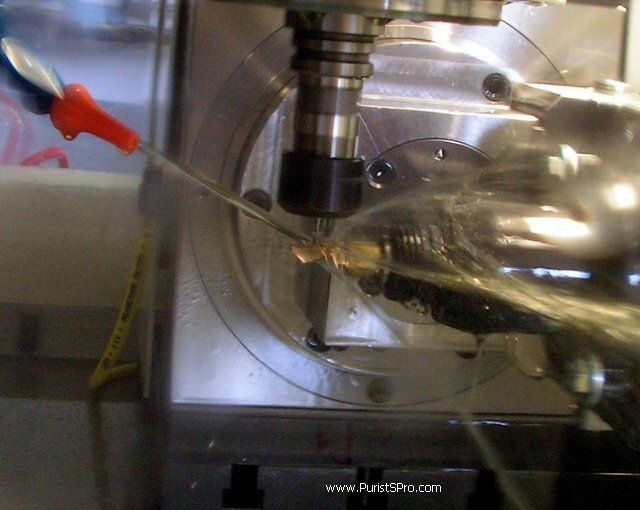
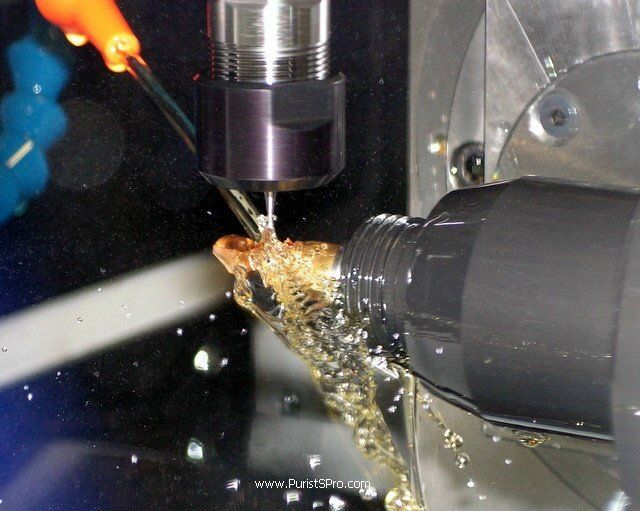
Because of their small diameter the tools need to work at very high speed to have optimal cutting. This also makes cooling necessary. The cooling is done by a stream of special oil which also acts to remove the metal chips. This machine allows cutting to up to 40’000rpm.
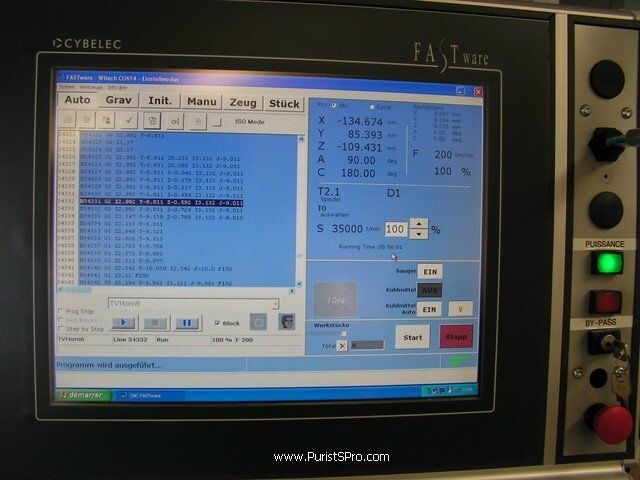
The form of the piece being cut is determined by a command language. This is an ISO standard machine control language called g-code. Each individual displacement of the cutter is determined by a line of this command language. Below we see the control interface of the CNC machine. The g-code is on the screen on the left. The line highlighted in black tells the machine to “move the cutting tool in an arc, starting from the present position and ending at the position x=2.982, y=-8.811, z=-0.592 where the center of the arc is at x=3.132, y=-9.011 relative to the present position.
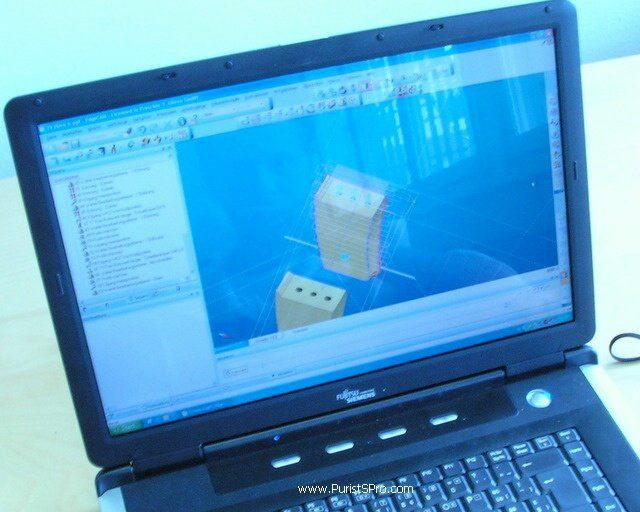
It is obvious that it is necessary to have computer help to write these commands. The step between CAD, computer aided design on the computer, and CNC, computer numeric control on the milling machine is called CAM, computer aided manufacturing, provides just this help. Special programs take the 3 dimensional form from the drawing program and produce the g-code commands necessary to create that form using different tools. For the piece seen below the command file includes around 100’000 lines.
But even with this computer aid it is necessary to understand and be able to change things to get perfect results. Marc has been working with this CAD/CAM/CNC system for about one year now and only recently has things really working as he wishes, more or less.
Now that the machine has been put to work we can start looking at other things. It will now take about 80 minutes until the horn is finished, the material being removed in many passes of 0.1mm at a time.
Thomas shows me a prototype case, part of the learning curve for this machine.


What other treasures does the vault have to show ?
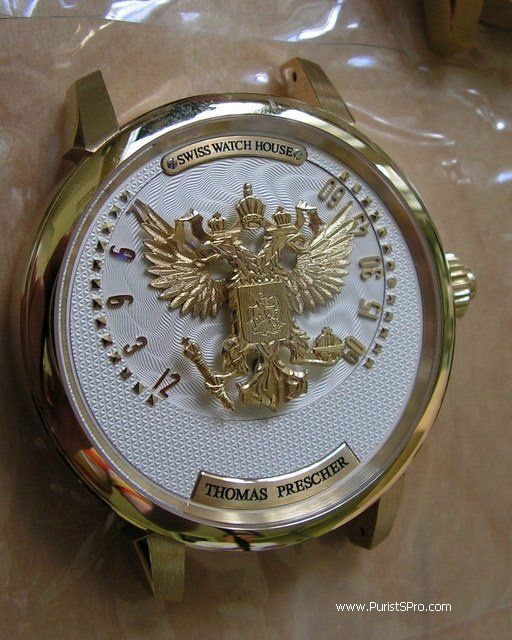
A set of Russian Eagle Tempus Vivendi, for example.

Some more Tempus Vivendi dials in differing states of finishing.

A Tempus Vivendi Samurai waiting for it’s engraving and finishing. It will be a unique piece. The customer has decided to have one fan and one sword instead of two swords.

Here a set of yellow gold cases as they come from the CNC machine. They will now get their final form by hand on the lathe and then be polished, brushed, etc. as necessary. The entire case is then mounted together with screws.


The shop is empty today as except for Thomas and Marc, everyone is off for their summer vacation.
One of the very first 3 axis tourbillons is back home for a check-up.


Back at the CNC machine the horn is taking form.
What is the boss thinking ?
I think he is thinking:
This machine is certainly the slowest employee at TPHH ! and the most you can do is watch it work.

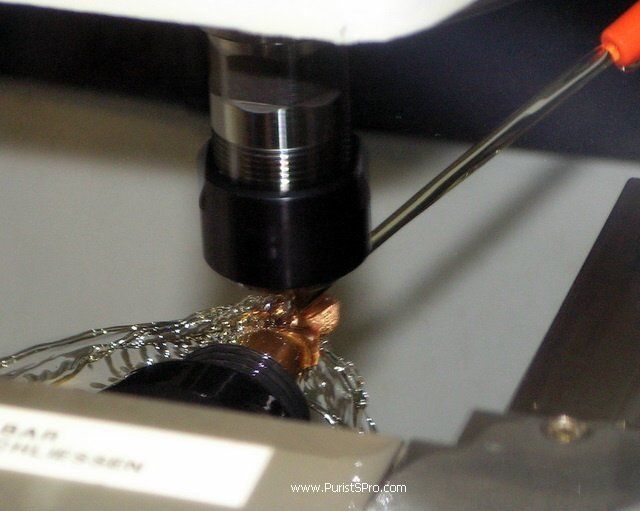
The last step in making this horn is cutting it off from the support. This is done with a small saw blade. It leaves the horn attached by just a tiny bridge of metal so it can be easily broken off.

The finished horn.
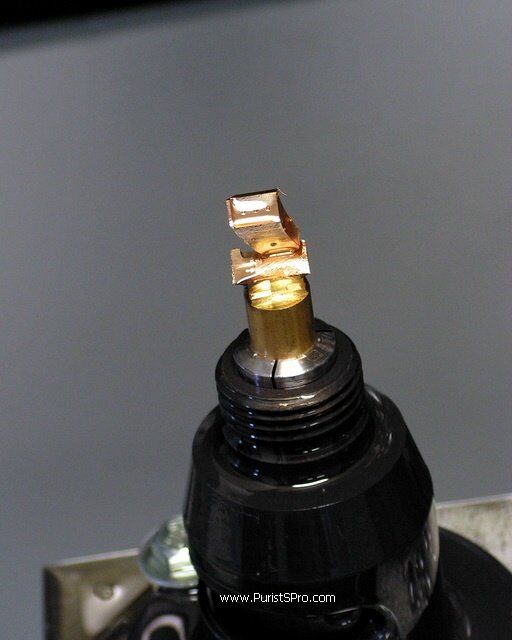


Just a tiny pressure on the horn and it separates from the support.

At this point all that remains is the finishing, polishing or brushing.
We have seen the making of one horn. For the entire case 3 more horns, two bezels and the case band are still to be made. That makes almost 2 days of machine time. CNC has big advantages over conventional case making procedures. It is relatively easy to make changes or to design a new case. One can produce small quantities and still ensure that the parts are all the same. The CNC machine can be well used for other work in horlogerie than case making too.
Conventionally cases are stamped. Anything more than very minor touch-ups requires a new set of dies, an investment that can easily go up to $20’000. So it is easy to see why so many watchmakers try to use the same case for all their models. Making a set of dies is only economical for large quantities of cases, although in large quantities the cases are then relatively inexpensive.
On the other hand CNC requires an expensive machine, a very large initial investment (~375k Swiss Francs including the support equipment and software and training needed), and much experience before it really runs well. At TPHH they have taken about 1 year to get up to speed. One year in which Marc has done nothing except move more or less quickly along the learning curve. Not every independent is in the position where they can even consider this. The CNC offers great flexibility, but at a price.
I think that in the end that biggest advantage of using CNC for watchmaking is the independence it offers. The independent watchmakers are all people wanting to do their thing, their way. Waiting for suppliers who have other priorities or ideas of delivered quality is not their cup of tea. A CNC milling machine is the right tool to allow them to do their work as they wish, even if it involves such a big investment for the CNC machine itself, support equipment, software and training.
And a last question; where does all the gold that has been cut away end up? Well here, in the sump of the machine.

This material is collected for recycling, of course.
After drying this is a very fine gold powder, but it does need to be re-refined to guarantee the quality before its next use.

That was the end of my visit for today. I would like to thank Thomas and Marc for their time and explanations.
On the way back I was tempted even more to take the boat. As I was waiting for the train look what I saw. But I was still faster taking the train.



I hope that you have enjoyed and learned something about CNC machining for watchmaking as I have too.
Don
Makes me appreciate the watch case even more. Andrew
Thanks for all those juicy details and wonderful pictures. I really enjoyed it.
As I have always noticed and maintained about the Europeans..they know how to live ! Summer holidays...its something that only applies to students in S'pore and a long time ago ...to teachers. Just reading the report and viewing the environment outside the workshop is like watching a Discovery Travel and Living program..
for taking us along for a free ride on this eye-popping journey. You are becoming a master of trades combining great investigative and journalistic talents which you generously share on this forum. I'm amazed that small independents find it important, in addition to manufacturing movements, to muster their financial resources and equip their shops with which to produce small series of watch cases. Best regards, Jack Freedman
to produce the usually low numbers of cases required, up to the exacting standards of the discerning independent watchmakers, and if that is not enough, within a reasonable timeframe. Don already alluded to the high costs of changing/modifying the case making tools, which are, on a production piece basis, even higher for the low volumes required. I can only congratulate Thomas for this logical step. Best, Magnus
I'm well aware of the problems with outside suppliers but find it interesting that a small independent company can justify the usual high costs associated with obtaining expensive CNC machines etc. A lot of watches must be sold just to pay off that type of investment. Jack
This thread is active on the Independents forum with 21 replies. Share your knowledge with fellow collectors.
Join the Discussion →