
Manufacture
mkt33 presents the second part of Don's in-depth report on Montblanc's Institut Minerva de Recherche en Haute Horlogerie in Villeret. This segment delves into the meticulous process of balance spring manufacturing, showcasing Montblanc's rare independence in producing this critical component and its commitment to traditional watchmaking techniques.
I hope everyone enjoyed the first part of Don's report on the Institut Minerva de Recherche en Haute Horlogerie in Villeret. Based on the photos alone it is possible to see that Montblanc's involvement with Minerva is not superficial. A lot of time and resources were spent to transform the facility into a modern manufacture from when it was initially acquired by the Richemont group.
Here is Part two of Don's investigative field report. I know PuristS will appreciate the unique capabilites of the Institut and the timepieces created from its watchmakers. This is amazingly good stuff...no wonder Montblanc estimates that only a total of 500 pieces of the Villeret Collection will be released in three years.
Again, as always, please leave a note of thanks for Don.
Enjoy,
Mike
A Visit to the Institut Minerva de Recherche en Haute Horlogerie--Part Two
After seeing the machining operations in part 1 we will now dive into the more specifically watchmaking activities at the Institut Minerva de Recherche en Haute Horlogerie in Villeret.
Of utmost importance for timekeeping is, of course, the balance spring. The balance spring along with the balance wheel makes up the oscillator that determines the timekeeping of a watch. As we know almost the entire watchmaking industry depends on just one supplier for their balance springs, Nivarox FAR. MB Villeret is however completely independent.
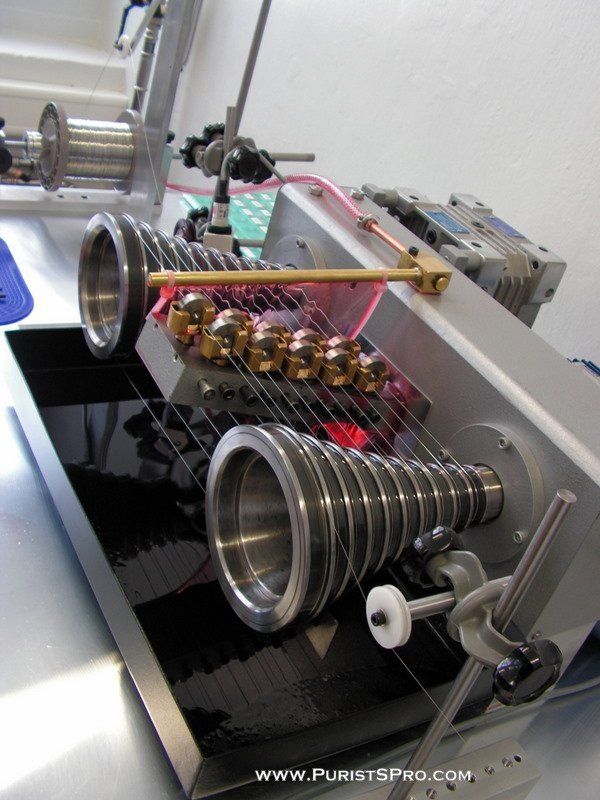
Here we see the operation for making the balance springs.
The raw material is in the form of a steel wire about 1mm thick. This is pulled through successive dies to reduce it's diameter to about 15/100ths of a mm. As the wire is pulled thinner it is clear that it becomes longer. The increasing diameters of the pulleys on this machine account for the increasing length after each step. The wire is lubricated before being pulled through the dies with a curtain of lubricant.
For the last step the wire is so thin that the danger of breakage is great. A machine doing only a single step is used to be able to control the drawing process perfectly and to be sure that the wire is perfectly finished.
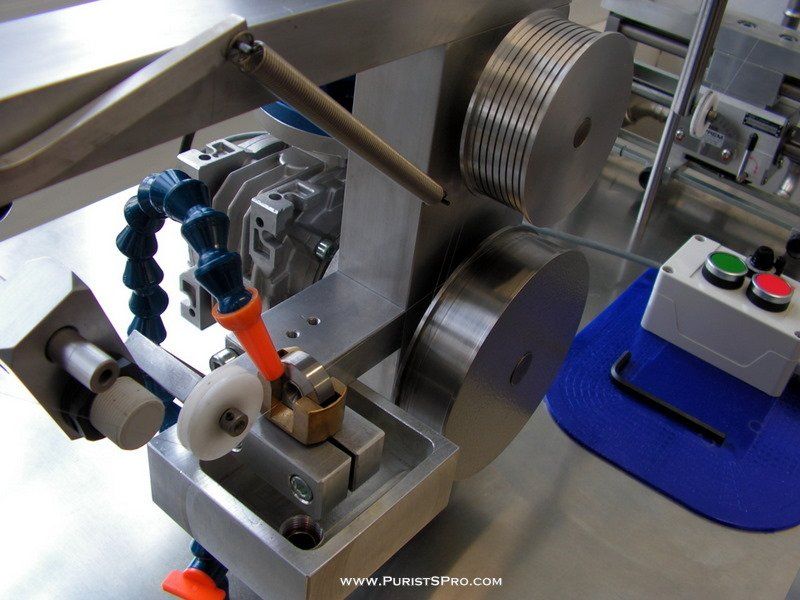
On this last machine the round wire is rolled flat on two roll presses.

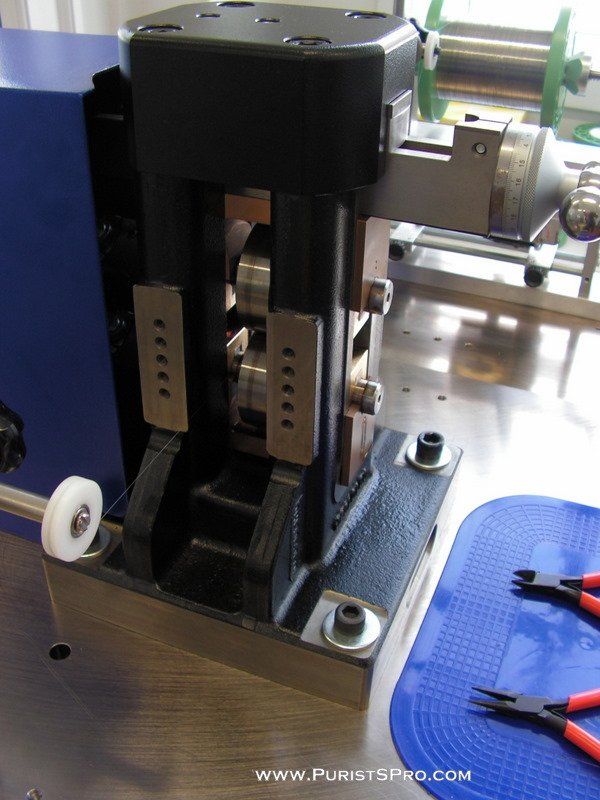
Thin as a hair is not exaggerated. You can almost see the finished wire.

The production of the hairspring continues with forming the shape and heat treatment to stabilize the steel characteristics as wished. To form the shape 4 pieces of spring material are wound together in a tiny bobbin. After the heat treatment the spacing will remain with the coils spaced 3 times the thickness of the spring. Here we see the 4 pieces of hairspring material ready to be wound in the bobbin.

The heat treatment follows using a tightly controlled temperature and time program. The pieces look like this after heat treatment.

When separated, the springs have their form and the physical properties to be good timekeepers.

Modern production uses laser welding to fix the balance springs to the collet.
At Montblanc Villeret, the hairsprings are fixed on the collet using the traditional method with a brass pin.

Here we see the operation of fixing the stud to the hairspring. All done by hand.

Once in the form of a hairspring the terminal curves are formed and the oscillating system of balance and hairspring is timed.

A small selection of the tweezers and pliers used for making the terminal curves in the hairsprings.

After seeing these operations, manually done using completely traditional methods, we move on to the mechanical design office. Here the engineers are using the most modern methods with 3D CAD software and simulation tools. Of course they are working now on the new products to come out in 2 or 3 years. Their guiding idea is to guard the best traditions and add useful new complications.


Before moving to the decoration shop we make a stop to see the activities of the artistic designers.

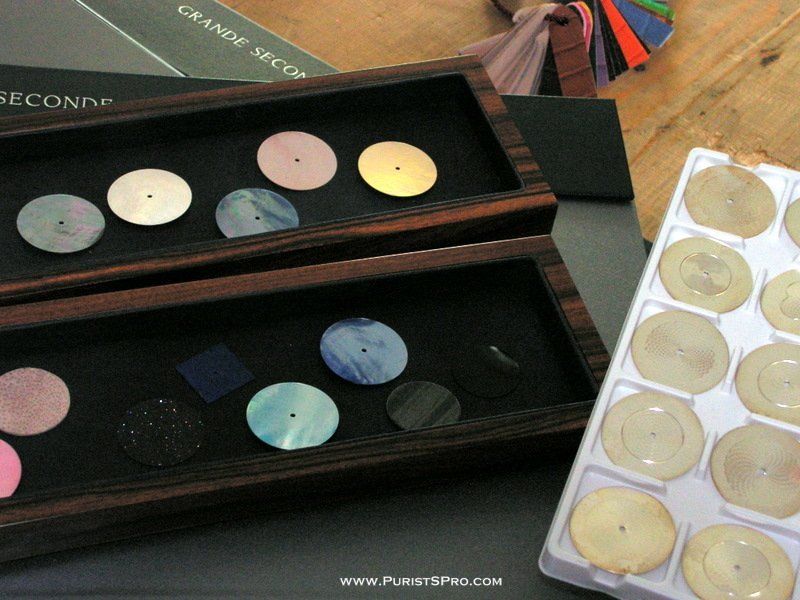
An interesting part of their activity is making bespoke models in close cooperation with the customer. Here a small sampling of the possible colors of mother-of-pearl and some guilloché variants on the right.
Now we move on to the decoration shop. The work is done by piece and not by operation so one watchmaker takes a piece from the raw state to finished. This means each watchmaker uses many tools every day, which can be seen here.

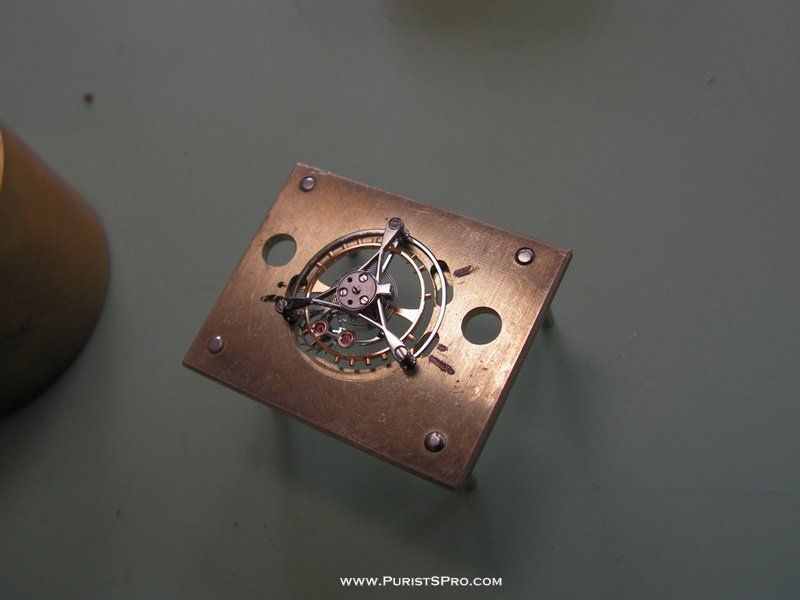
The watchmaker is working on this tourbillon bridge.
Special jigs are used to hold the fragile pieces, here a portion of a tourbillon cage, during the decoration work.

Moving on to the watchmakers shop we finally can see a watch. Here a 16.18 stop seconds.

Interestingly enough the watches are named by the calibers they use instead of having the caliber designation hidden somewhere deep in the documentation.

A general view of the watchmakers shop on a rainy day during the break for lunch. Several people are not at their benches here.

This tourbillon movement is now in its first assembly, the assembly "à blanc". The complete movement will be assembled and adjusted before it is then completely torn down and all the parts are decorated before the final assembly.

The tourbillon itself is assembled on a special jig.
At each step of the way the critical dimensions are controlled and corrected if necessary.
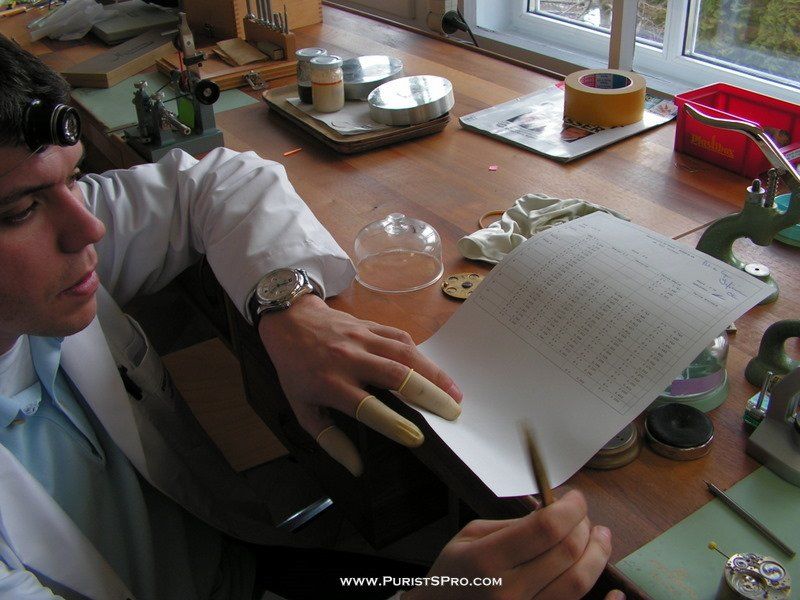
Here the pillars supporting the tourbillon bridge are adjusted.

The watchmaker is explaining to me that the next step will be determining that the bottom and top bearings for the tourbillon are perfectly in line and how this is done on an optical comparator.
A tourbillon ready for disassembly for the final finishing.

At the next bench a 13.21 column wheel chronograph movement is being adjusted.


What can one say to such a work of art?

Some more of the watches to be seen here in this shop. The movement of a 16.18 stop second. This watch allows setting accuracy to the second by moving the seconds hand to the 12-position when the crown is pulled and starting the seconds hand immediately when the crown is pushed in again. This is done with a chronograph-like mechanism so that the watch does not stop the balance wheel during setting. This eliminates any inaccuracies that may be caused by the time necessary for the balance wheel to start oscillating correctly.

A 16.28 chronograph in a white gold case with a ruthenium plated gold guilloché

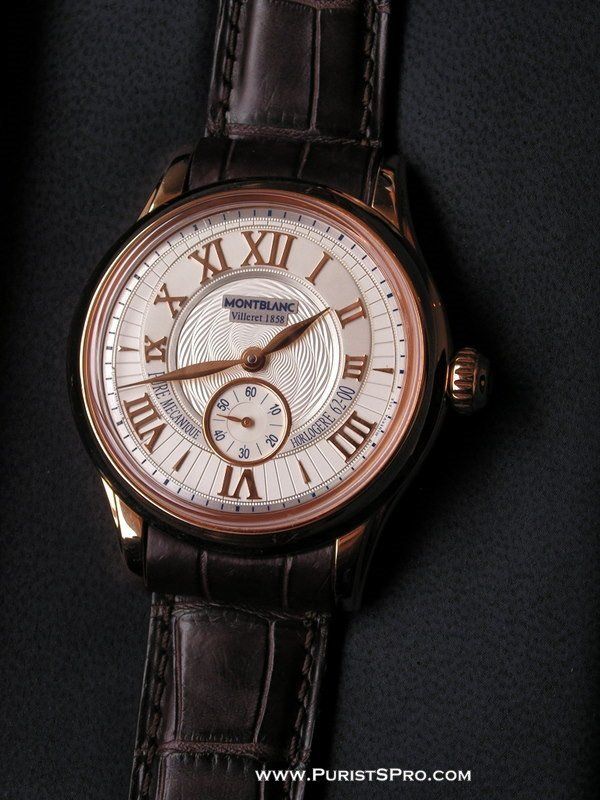
A 16.15 small seconds in a rose gold case with a silvered gold guilloché dial.
A look at the 16.28 monopusher chono movement dial side.

And the same movement top.

I would like to thank Mr. Alexander Schmiedt the director responsible for MB Villeret 1858 and Mr. Demetrio Cabiddu, master watchmaker, for their kind reception and the openness and depth of discussion. The interest of Montblanc to continue and sustain the horological tradition, and giving Minerva the means to become successful again is obvious.
I must admit being not terribly enthused about this coupling of Minerva with Montblanc when I first heard of it. After now having seen the fruits of 3 years effort working together I can only be supportive. The depth of production verticalization for the Villeret 1858 product line is impressive and the standard of horology exemplary. Especially chronograph lovers will want to spend more time to learn in depth about these timepieces.
Don
The Rolex Bubble Back, reference 1858, represents an early example of Rolex's self-winding waterproof wristwatches. This reference is part of the broader Bubble Back family, characterized by its distinctive domed case back designed to accommodate the thicker automatic movement of the era. It showcases Rolex's foundational efforts in developing robust and reliable automatic timepieces for everyday wear, laying groundwork for future Oyster Perpetual models.
This particular reference features an 18k white gold case, measuring 38mm in diameter. It is fitted with a sapphire crystal, protecting a silver dial. The watch is powered by an automatic movement, specifically the Boucheron 1858 caliber, offering a power reserve of 42 hours. The fixed bezel and leather strap complete the watch's classic presentation.
For collectors, the reference 1858 holds interest as an early and relatively rare iteration within the Bubble Back series, especially in white gold. Its larger case size for the period also makes it appealing to modern tastes. The presence of a date complication adds to its functionality, distinguishing it from simpler time-only Bubble Back models and highlighting Rolex's early integration of practical features.
I enjoy these behind-the-scenes articles so much. It's interesting how the tourbillon movement is put together and then disassembled completely for finishing. What a time-consuming and painstaking process. The hairspring creation in and of itself was fascinating. It's amazing the level of minutiae involved in the production of a high-end timepiece. Another fascinating read, gentlemen. Thanks! Daos
as exemplified by the spiral manufacture. Highly interesting! Did I spot correctly that there is no movement holder ring in the case? Thanks a lot. I wish the Minerva/Montblanc team all the best of success. Best, Magnus
. . . the 'business end' of Montblanc's operations. Minerva has long been one of my favorite manufacturers, and I well remember seeing the last run of watches under their own name several years ago at the lone American dealership; I declined the proprietor's offer of a loupe as the finishing was spectacular to my unaided eyes. This article clearly demonstrates Minerva's depth of manufacturing capability, and I for one respect the traditional approach to watchmaking they exemplify. The continuati
Don, I'm impressed with the technology and equipment Montblanc uses to make hairsprings and I'm very pleased that the Richemont Group has these resources independently if and when not needed from outside suppliers. Thanks for your time and efforts in bringing the Montblanc factory tour complete with text and photos to our desktops. Best regards, Jack Freedman
Thanks for the report. It is not easy to find watchmakers that can do the whole process for each watch. Most factories now use the 'process station' method, where the watch moves from station to station and each so-called "watchmaker" only adds one process or module before it moves to another "watchmaker". That way, even inexperienced persons can do what they can, to help the factory line. So, the most junior graduate can just do the boring simple stuff (tightening a few screws) and the more exp
Thanks Don and Mike. What a great report, and fascinating to see the balance spring process. Regards, ED-209
This thread is active on the Montblanc forum with 11 replies. Share your knowledge with fellow collectors.
Join the Discussion →





