
Manufacture
Kong's "The Making of the Dresdener Regulator, Part 3 of 4" offers an unparalleled look into the meticulous hand-finishing processes involved in high-horology watchmaking. This installment details the transformation of raw ETA components into exquisitely decorated wheels and hands, culminating in the preparation of a unique slate dial. It's an essential read for anyone seeking to understand the artisanal skill and dedication behind a truly bespoke timepiece.
























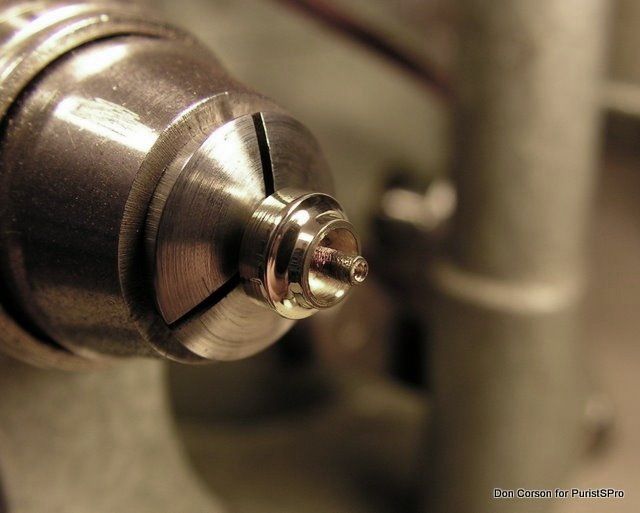








Great report, Kong and Fantastic work, Don. One question. The crown, what material is it? I may have missed it in the text, but the only reason I can think of for casting before machining is that it's a precious metal of some sort, hence the need to minimise wastage?
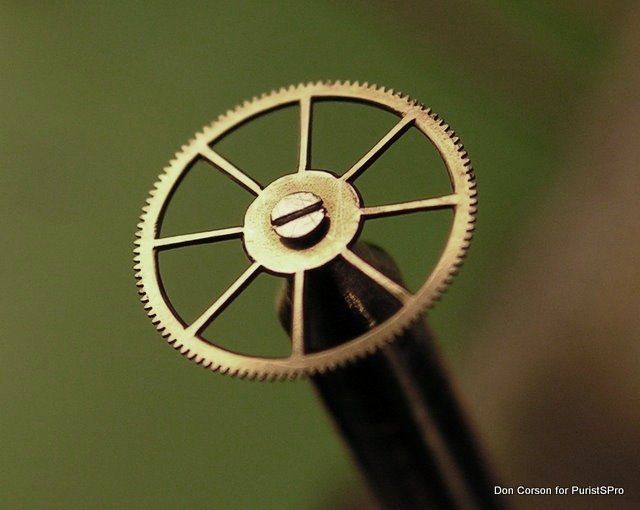
Hi Don, This is a great series and highlights how much work you're putting into these pieces. Keep up the good work! How do you maintain or re-establish concentricity between the pinions and wheels after dismounting/remounting them? Do you top the wheels after remounting them? I was under the impression that standard ETA wheels are made of glucydur or some other copper beryllium alloy. If the ones you're using are glucydur, they shouldn't need to be plated at all, but extreme care should be used
Will you ever try gilt frosted finishing like on Greubel Forsey watches instead of geneva stripes? Just wondering. Some people like the frosted finishing better (I'm not one of them) so thought I'd ask this in case you ever make a custom ordered watch in the future. Cheers, Anthony
Hi John, I have not had problems with concentricity after restaking the wheels. I chuck them on the pinions in the lathe and check for that. A big problem is that they are no longer really flat and it takes forever to get them flat again. As far as I can tell these wheels are all brass. I know that the ratchet wheel on a 2824 is CuBe so I am not planning on filing around on that one. But CuBe is much redder than brass and also more difficult to bend so it is not hard to tell the difference. Don
Hi BDLJ ! The reason I do casting is because after casting the work that remains is simple turning and hand work. I do not need a big CNC for a quarter of a million with a complicated program to mill the case or even the 10s of thousands of CHF of investment to make the molds for stamping, as most cases are made. Of course then I could make thousands of cases and each stamped case would then be cheap, but I have not yet ever made two cases the same. And I would have to give the work out to be do
To actually see the work you put into each piece is a glorious thing indeed. To me, it's mechanical poetry in motion- always striving for that moment when the true surface of the parts is found. Just like hitting the final facet on my stones, you must reach a certain "zen" when you get it just right. That second, when you just feel the surface is exactly the shape and look you wanted, almost known from feeling the tool glide properly that last cut, that last stroke. I know I do! That is the feel
This thread is active on the Horological Meandering forum with 20 replies. Share your knowledge with fellow collectors.
Join the Discussion →





