
Manufacture
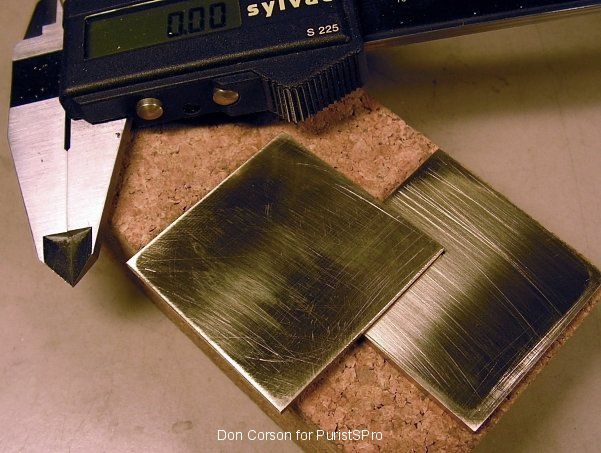
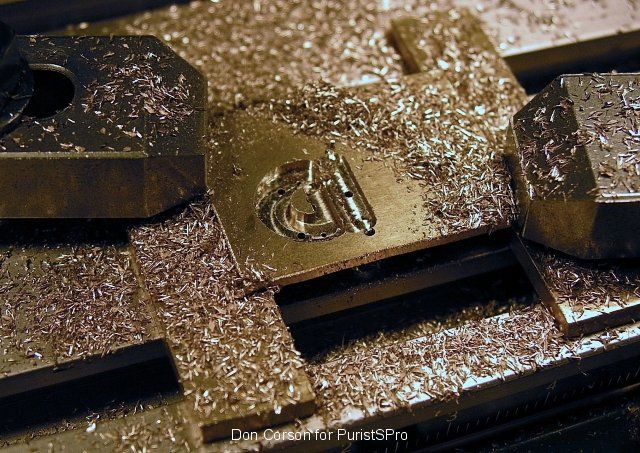
Kong's multi-part series, "The Making of the Dresdener Regulator," offers an extraordinary, step-by-step documentation of independent watchmaker Don Corson's meticulous process. This first installment focuses on the initial fabrication of the movement's plates and bridges, revealing the artisanal skill required to transform raw materials into precision components. It provides a rare and detailed look into the foundational stages of creating a bespoke timepiece.

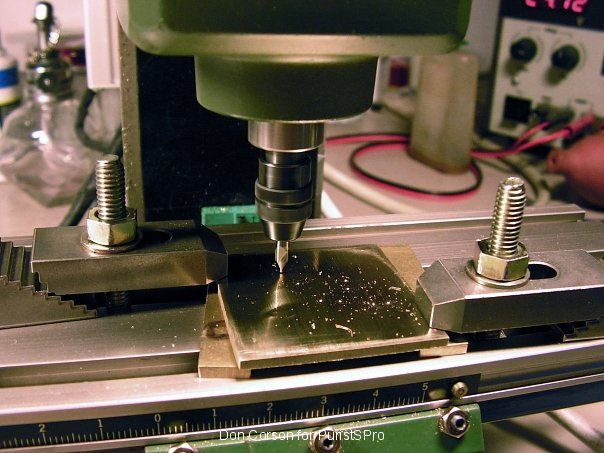


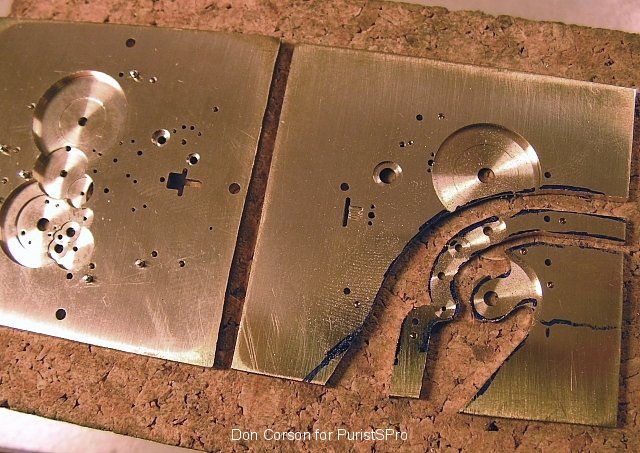





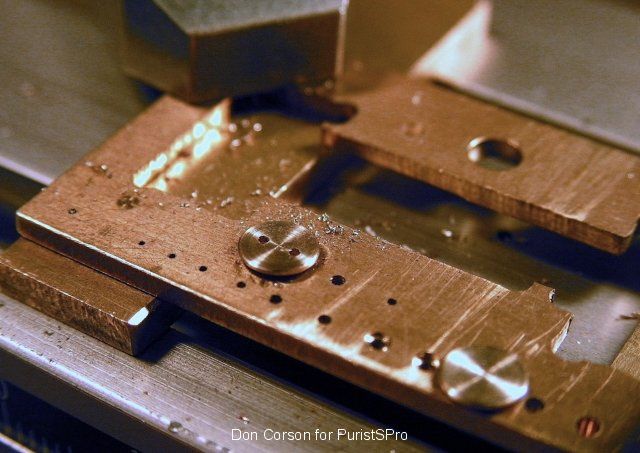






It's fascinating to see a work-in-progress and can't wait to see the decoration report. Question for Don, the drilling machine you use to drill 101 holes, is this machine hooked up to a computer so it drills the holes for you? Or do you manually adjust the position of the drill for each hole? If it's the latter, how do you guarentee precision of drill placement? Cheers, Anthony
It can't be understated just how rare people like Don are for even attempting this, to make their own watch- let alone succeed. I myself have wanted to do this for years, but have been trapped in place so remote so as to have no hope of tools. Perhaps in a few more years... The very fact that Don is a site moderator for us PuristS is something quite important & telling as well- he doesn't make watches with insane amounts of finishing, jeweled to the hilt, slathered with diamonds. The man makes w
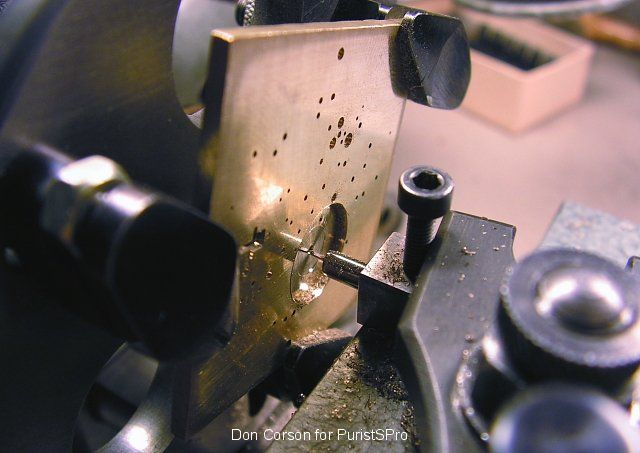
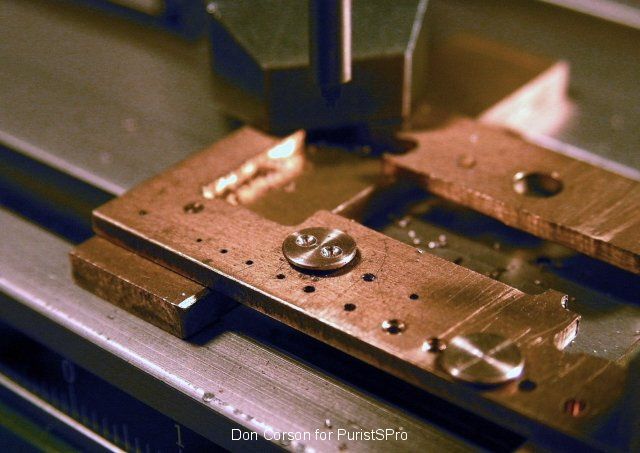
I do the drilling on my milling machine. It has an XY table so it is no problem to position the holes if you take some precautions. For my first watches the positioning was by hand, now I have added CNC to the machine. The computer control needs to use the same precautions as by hand, but I can check the coordinates several times before starting to drill to have some peace of mind. Purely by hand one can make a mistake at any time and one really needs to be careful. The CNC just adds some sereni
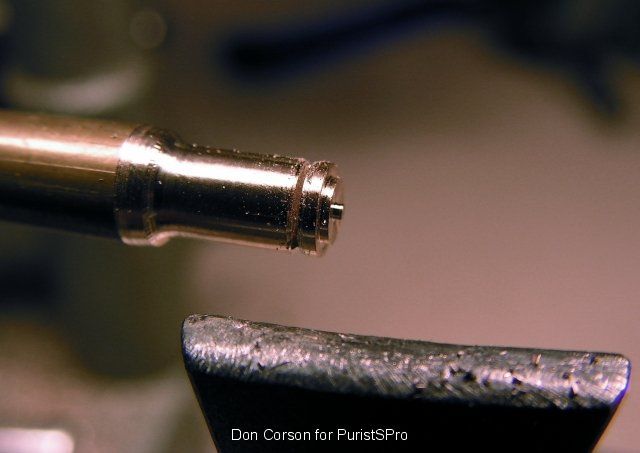
Hi Ophiuchus, Working on the face place with the workpiece off center there is, of course, some unbalance when turning. But the turning speeds are pretty slow and in general it doesn't cause a problem. Note also that although there is often talk of all the tolerances in this or that movement being under 1/1000mm, there are only a certain number of really critical dimensions in a movement. The diameter of the holes that are turned out for the wheels, or even that they are round, is not among them
looking forward to part 2...
I found this post really interesting! I would like to try a similar project I and have searched for suitable CAD software. I'm quirius to what you are using and if it comes with a library of movement parts or if one has to define every wheel/toohing etc before starting the layout procedure. The mill looks like Proxxon which is a brand I have good experience from sofar as I have their micro pillardrill with X/Y-table. Thanks Patrik
This thread is active on the Horological Meandering forum with 14 replies. Share your knowledge with fellow collectors.
Join the Discussion →





