
Manufacture
DonCorson offers a rare, behind-the-scenes look into Bulgari's casemaking facility, H. Finger, shortly after its integration into the Bulgari group. This article provides valuable insights into the intricate processes and technical challenges involved in crafting watch cases, from initial design translation to final polishing and assembly. Readers gain an appreciation for the precision engineering and craftsmanship that underpin luxury watch production.






























They then go off to Neuchâtel to the watchmakers shop where we will pass later on this trip.
Next stop, bracelet making at Prestige d'Or.
This message has been edited by Kong on 2009-05-27 03:16:41
This message has been edited by MTF on 2009-05-31 11:02:53
Hi BDLJ Write something about it on this sub-post with the rest of the pictures: home.watchprosite.com Hope that helps. Kong
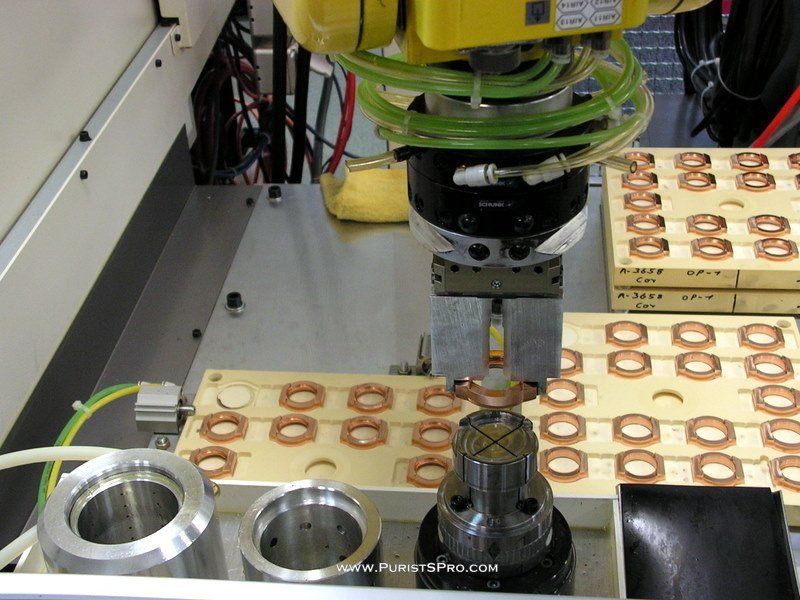
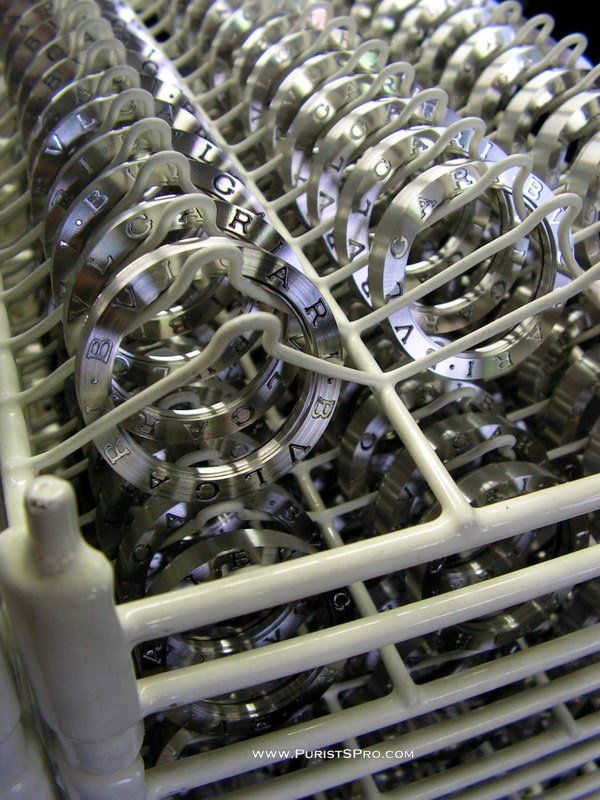
The reason I asked was that this was in Don's post: "These Bulgari Bulgari cases are also first stamped in a procedure with 7 stamps with a heat treatment in between each time to create the logo. Then the cases are turned and polished. Finally the lugs will be soldered on." So I was intrigued...
I am eager to see too! From description is like a reflow process with solder-paste in between the joint. I guess it should have a fixture to hold the case and tubular-lugs in place before passing through the reflow oven. Some pics of the before and after soldered. Kong The lugs are individually fabricated, and soldered onto the case-body. After lugs were soldered. Another example of the later Diagono Tourbillon with tubular lugs (after soldered)... This message has been edited by Kong on 2009-05
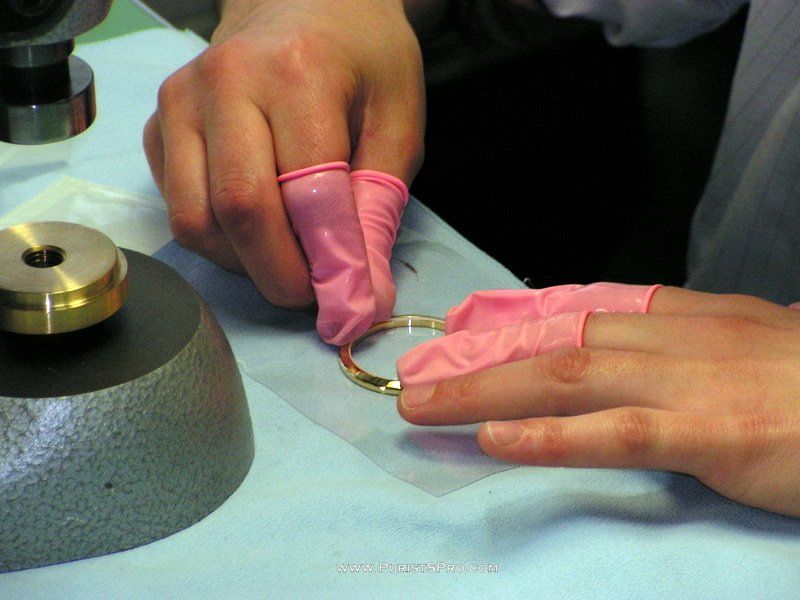
How do they solder on the lugs and get such a seamless case? I confess, I've never inspected a Bulgari watch that closely, but I don't ever remember noticing any remnants of the soldering process. Don't ask me why, but I love to see the watchmakers wearing their tiny latex finger-coverings (there is probably an official name for these items that I am ignorant of). It makes me feel like the watches are going to visit the doctor, or are at the hospital for a check-up. Thanks for another great repo
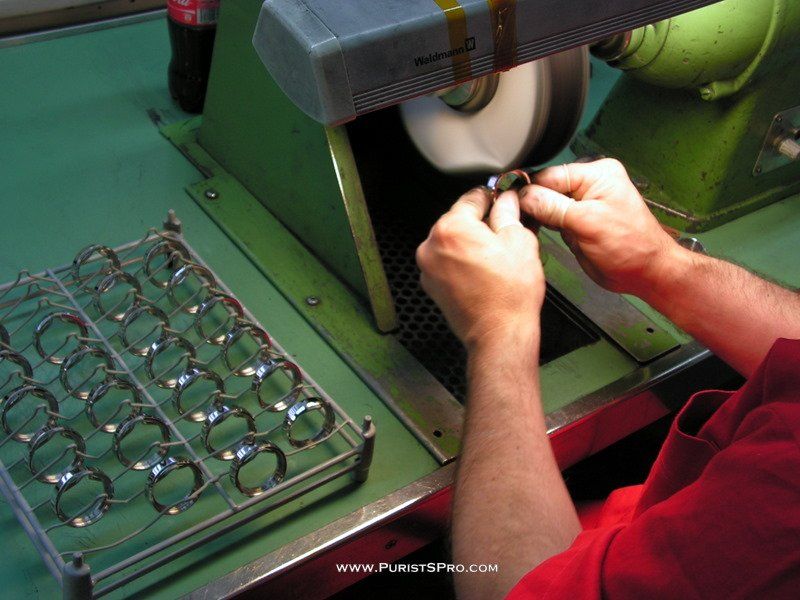
for the in-depth report. Questions: in the polishing room, is it a two step process? It appears that the first photo's polishing wheel is quite thin and the second photo is much larger. Also, is it a cotton buffing wheel and is a polishing compound used? Thanks, Bob
I look forward to reading your further reports.
This thread is active on the Bulgari forum with 19 replies. Share your knowledge with fellow collectors.
Join the Discussion →





