
219
3826

Almost a diamond in the rough!
 g
g
To undertake the project, Richard turned to Switzerland’s (and possibly the worlds) foremost crystal firm: Stettler Sapphire. A privately held, family run firm, it is the typical example of a Swiss specialisation. Stettler produce the sapphire crystals for a number of high end watch firms; certainly a few from the Richemont Group, from the LVMH group, and other larger and smaller independents who require complex crystal shapes for their watches. Richard uses Stettler for the crystal dials on his watches already, so he knew of their premier status in the market and the quality of their sapphire crystal. 
Initially, the company (founded in 1881) had produced the jewels for the watch movements, but in the late 1920’s moved over to sapphire crystal production. There are two centres of production. The factory in Switzerland deals with the research and development and the production of complex orders. The factory in Mauritius deals with the regular production sapphire crystals that are generally machine produced. Most of us wear a watch with a Stettler sapphire crystal covering the dial.
A crystal is a solid material whose constituent atoms, molecules, or ions are arranged in an orderly repeating pattern extending in all three spatial dimensions. Similar to a diamond, it makes sapphire crystal second only to diamond in terms of hardness. It makes the crystal resistant to any changes in shape, but by the same token, it is very difficult to machine into a complex shape. Crystals are grown from an initial seed by a variety of methods. The resulting raw crystal shapes are then used for a number of different purposes. The smaller, round, crystals (produced by – for example - the Stepanov method) are cut to into disks, shaped to be perfectly round, and then polished on machines that revolve disks against a paste. Get enough cutting machines, and enough polishing disks, and you can produce about 60000 round flat watch crystals in a year for any one set of machines.
[The new ultrasonic cutting machine for the RM056 cases]
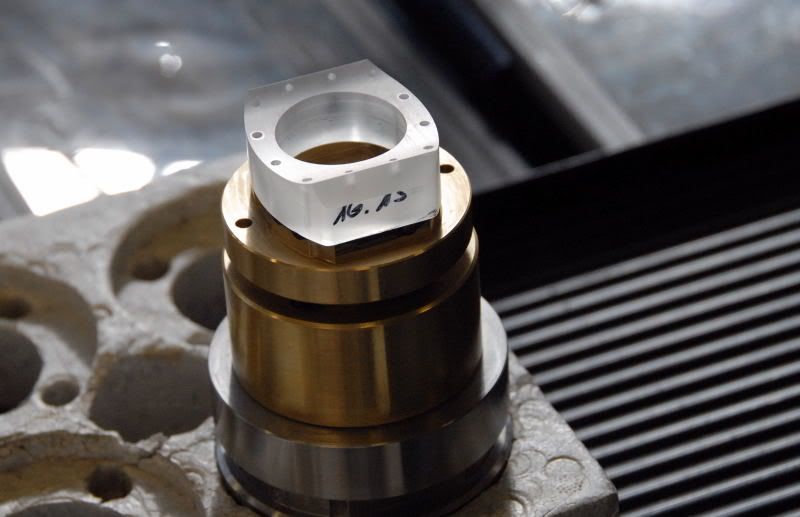
Crystals for more complex shapes are grown by the Kyropoulos method which allows the growth of large sapphire crystals with a first or second grade optical quality. It is crystal grown by this method that is used in the Richard Mille RM056 case. 
[A crystal grown by the Kyropoulos method: the start point for the RM056 case]
A step in complexity above that are curved surface crystals for various watch brands; some are very complex. Other watch brands have attempted crystal watch cases, but generally, the case has been round, with flat surfaces, and without any complexity inside the case that is required to hold the movement. If the requirement is that the case is flat on the surfaces, the machining and polishing the crystals is a reasonably straightforward task. Not easy, but within the bounds of what was known about machining more complicated shapes with crystal on a small scale.
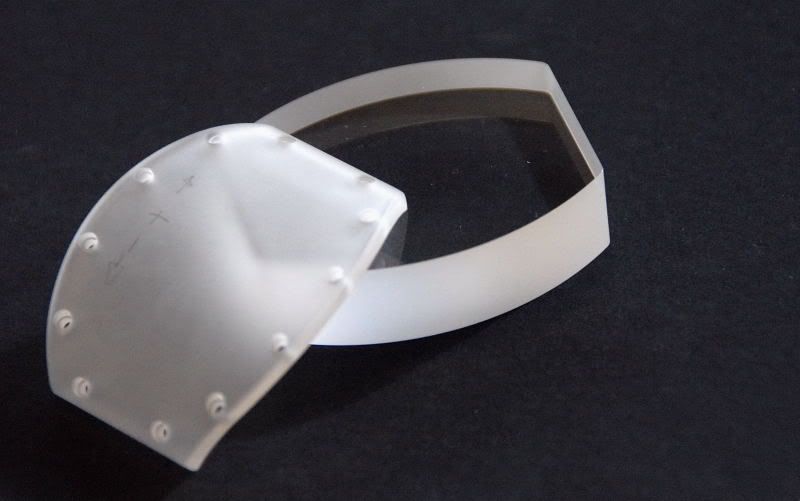
[A new case starts to take form. Note the curvature of the case at the ends that make the machining and cutting of the crystal so difficult and problematic]
What is different about the Richard Mille watch case is the three part structure, where the three parts have to fit to within a required accuracy is down to the 1/100th of a millimetre. It is after all, a fully functioning Richard Mille case with a water resistant rating of 30 metres. It is one of the most complex case shapes to manufacture and even when the case is made out of known materials (in terms of watch cases – although that is never a completely straightforward statement with Richard Mille), the tolerances are such that specialised measuring equipment is employed to ensure accuracy:
richardmille.watchprosite.com
upper and lower parts of the case are both curved and non-monotonic. In other words, the curvature is not a constant over the surface: shallow at one part, slightly steeper in another. With an exact CNC machine, such curved surfaces can be achieved within the necessary tolerances.
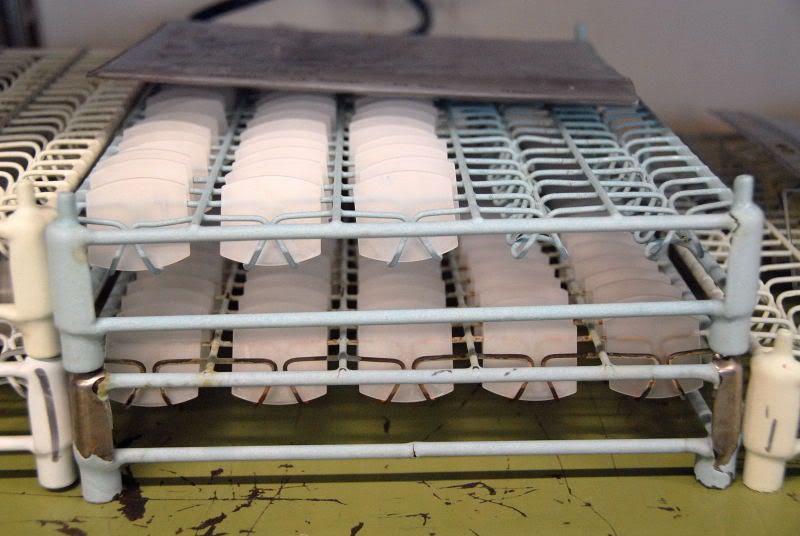
[The problem is measuring the cutting and polishing through the mud!]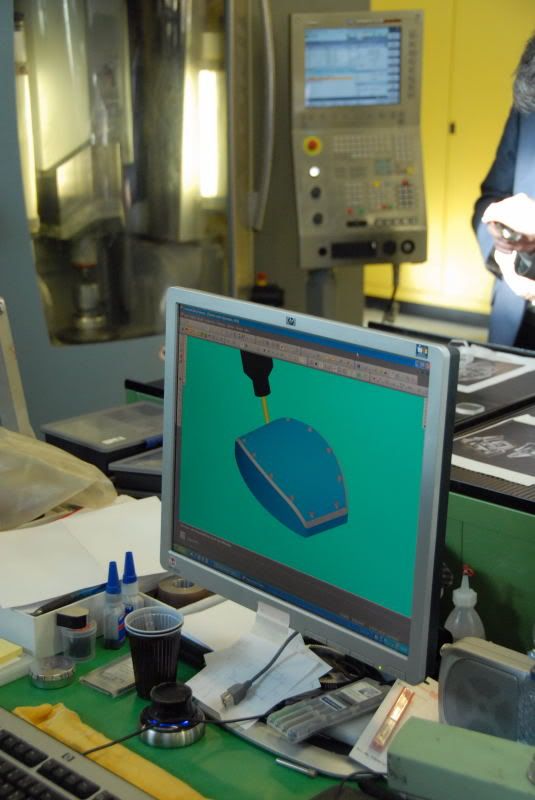
For crystal, it is a whole new game. Chief among the problems to overcome is that while you can cut the general shapes for the crystal parts for the case, it is the finishing and polishing where the problems really start. The real problem is that the polishing cannot be seen! Submerged within a pot of viscous sand, the polishing takes place in an area where no measurement can be taken. To polish the surfaces to the standard required, the piece has to be removed from the polishing machine and periodic measurements made. Anything not within the 1/100th of a millimetre tolerance (at all points of contact between the case parts) the part is rejected and the process starts all over again.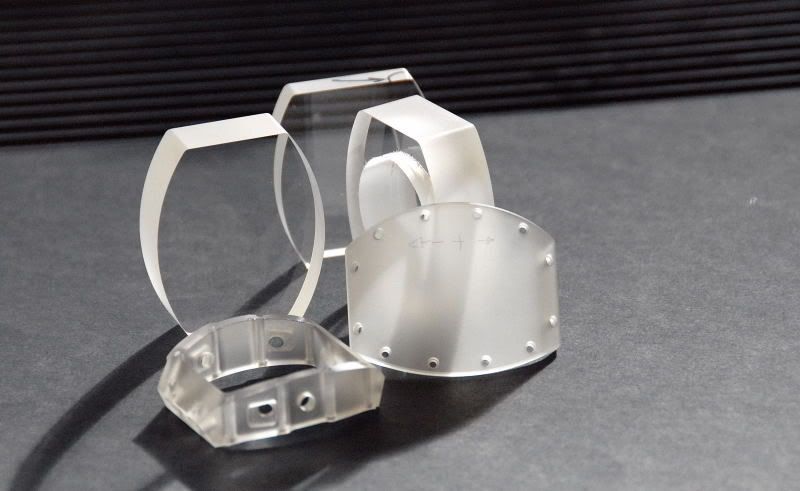
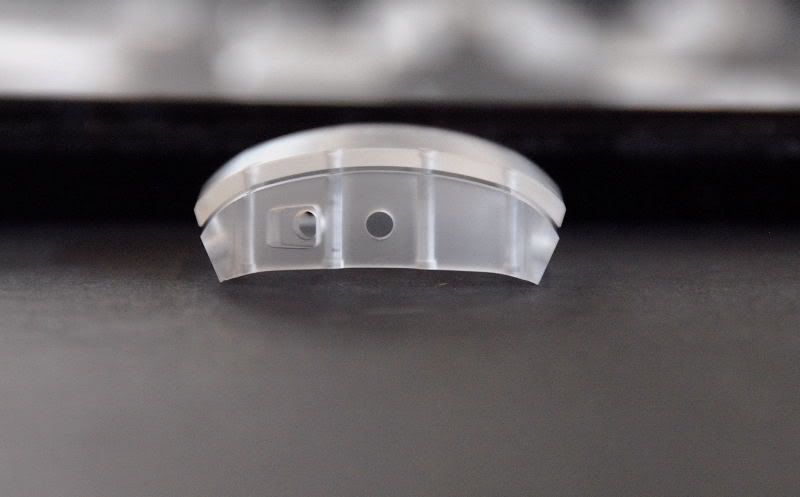
Further problems arise with the drilling of the holes for the screws and for the pushers and crown. At any one moment the drilling can cause the crystal to crack or shatter and all the work thus far is lost. The whole process seems to just be waiting for a disaster to happen! The middle part of the Richard Mille case is intricate and contains a number of ridges where the movement is screwed into the case. All ridges and surfaces had to be polished to an exacting standard. There is nowhere to hide in a crystal clear case!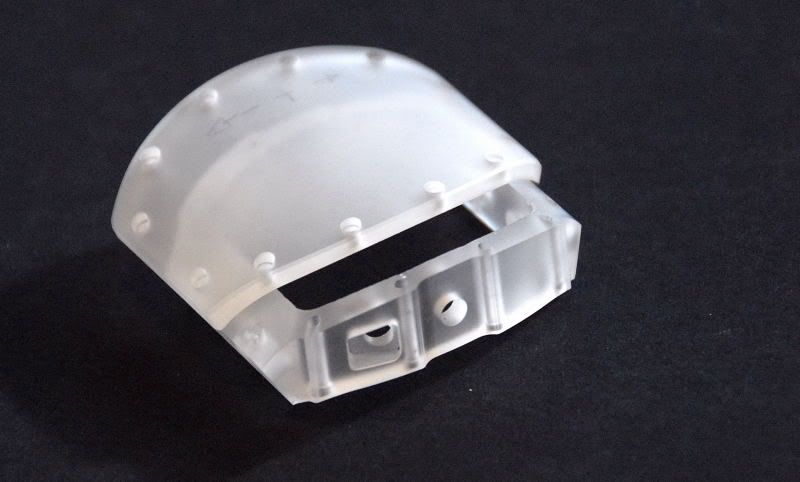
To give the ‘cost’ of the exercise some metrics, to gauge the scale of the problem, consider the following. One way to gauge the cost of the case is to consider what else could have been achieved with the same resources (an opportunity cost). Think of it this way, instead of producing the 5 Richard Mille RM056 cases, Stettler could have produced approximately 60000 curved watch crystals in the year. The annual production for the whole factory would be about 120000. In other words, this represents half of Stettler’s annual production. The five RM056 cases will take a year to produce; or about 2 and half months each. Just the necessary outlay on the new ultrasonic cutting machine was approximately 800000 CHF.

The work also required considerable investment by Stettler (underwritten by Richard’s order). Without the advent of the new ultrasound polishing and cutting machines, all of which had to be acquired for the new work, the project would not have been possible. The RM056 case is at the outer limit of what is known and possible with cutting and polishing sapphire crystal. The project has been in development for just over three years, since Richard signed up to the idea, and since then a number of prototypes had been tried, with different movements in the case, before settling on the new flagship movement of a chronograph tourbillon. 
Making the ‘Crystal Ship’: case manufacture for Richard Mille’s ghost - the RM056.
Introduction

Excellent
Almost a diamond in the rough!

The ‘could’ outweighs the ‘should’!

great report !!!
Pleasure Rob - good to see you on the trip. Hope to see you

Fantastic!
Thanks Allen. Not sure what they are going to do with the

Great article Andrew!
Thanks Anthony! Funnily enough, no one has tested the necessary


case construction
There are only a couple of watchmakers within RM that will

Epic post, thank you so much
Yes it is! Stettler have moved a large part of the regular

This was mind blowing post..
Thanks John - not sure if you know of Stettler. They

nope, first I've heard of 'em
Most brands go through these guys! Have to say that the

Well done, Andrew.

weight
Sorry - I dont know the weight as an exact amount. The
Phenomenal! I wondered
