
DonCorson
[AHCI]
3358

The first WatchTech field trip - a visit to Générale Ressorts
WatchTech Field Trip #1:
How are Main Springs Made? – a Visit to Générale Ressorts
In WatchTech101.1 and .2 we have seen some of the engineering aspects of the watch main spring and how the characteristics of the material govern the springs shape. Today we will visit a company whose business it is to make main springs for the watch making industry. 
Générale Ressorts in Biel is the largest maker of main springs in Switzerland making about 300’000 a month. The springs are sold either already inserted in a barrel or in rings ready to be inserted in a barrel. Générale Ressorts is in the midst of a major overhaul of their machine park and automation of the processes for springs made in high volumes.

Let’s take a look at how they are made, following the flow of the material. The material used is a special alloy that is made just for such spring applications. This alloy, Nivaflex®, is produced by a specialist manufacturer in Hanau Germany, Vacuumschmelze GmbH. To my knowledge this is the only company making main spring material of any sort outside of Japan. And the Japanese have their own alloys that they use, of course. The quantity of material used by the watchmaking industry is so small that only a small company for niche markets is willing to make the material.
(an aside: In the past Vacuumschmelze supplied the 10 to 20 of kilograms of the alloy Nivarox a year that the Swiss watchmaking industry needs for hairsprings too. The last melt of this material was in the 1960s and Vacuumschmelze has been delivering material from that melt ever since. This material has very recently been used up, and Vacuumschmelze is no longer delivering hairspring material to my knowledge. I do not know who is supplying the industry now.)
Nivaflex® 45/5 is an alloy with the following composition.
Nickel 21%
Cobalt 45%
Chromium 18%
Molybdenum 4%
Silicon <1%
Iron 5%
Magnesium <1%
Wolfram 4%
Titanium 1%
Beryllium 0.2%
The characteristics that make it especially good for main springs are, of course, its very high elastic limit and that its strength can be finely calibrated during the hardening heat treatment.
Here we see a spool of Nivaflex 45/5 wire, 0.5mm in diameter.
This wire is then rolled to the rectangular form needed for the main spring. Here we see a spool of wire mounted in the rolling machine, then the rolling stations that roll the thickness and width to size.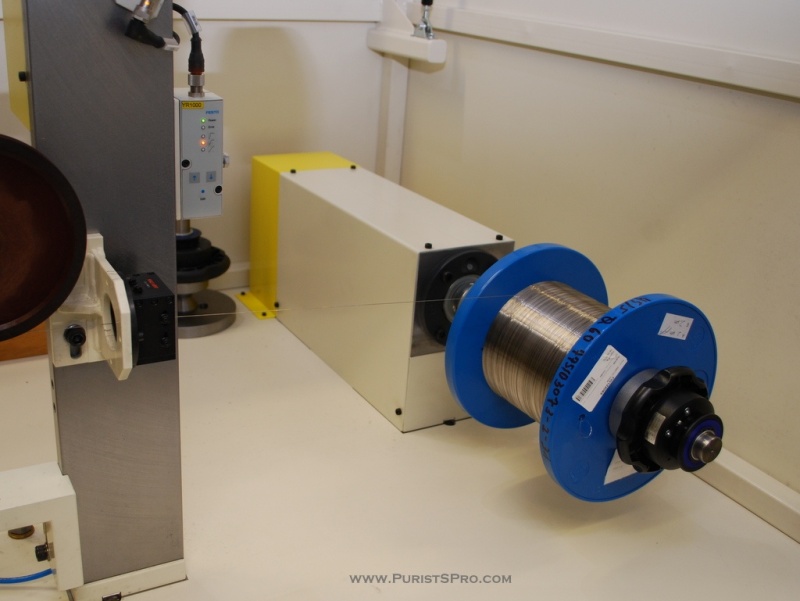
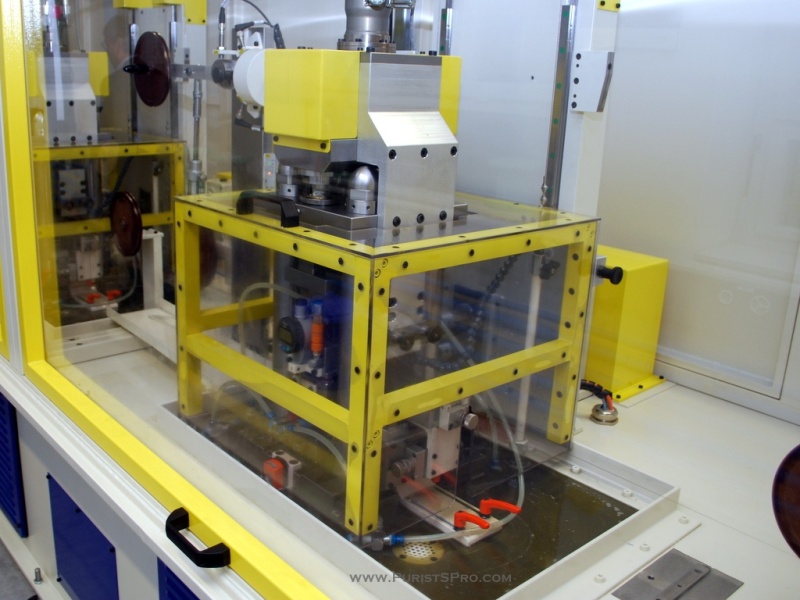
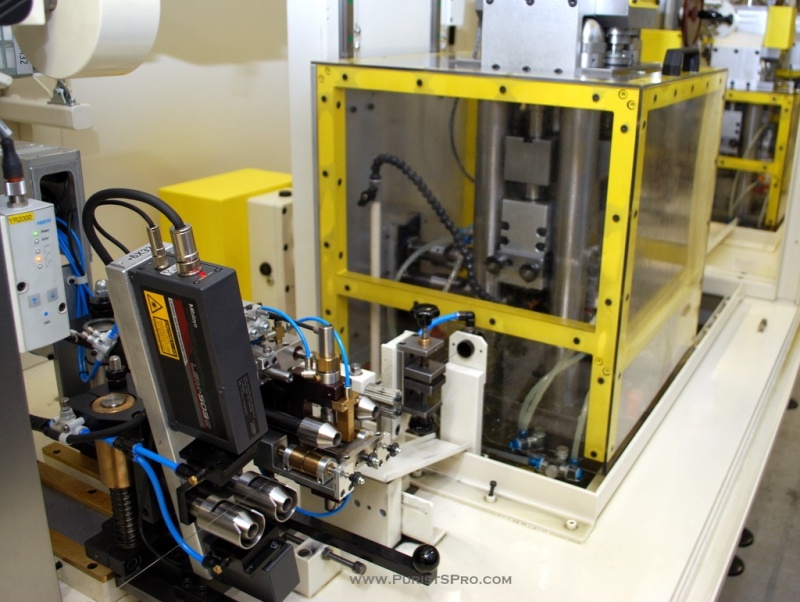
The rolling machine also includes a measurement system that monitors the rolling stations.
The resulting flat band is called a lace and is wound on a spool.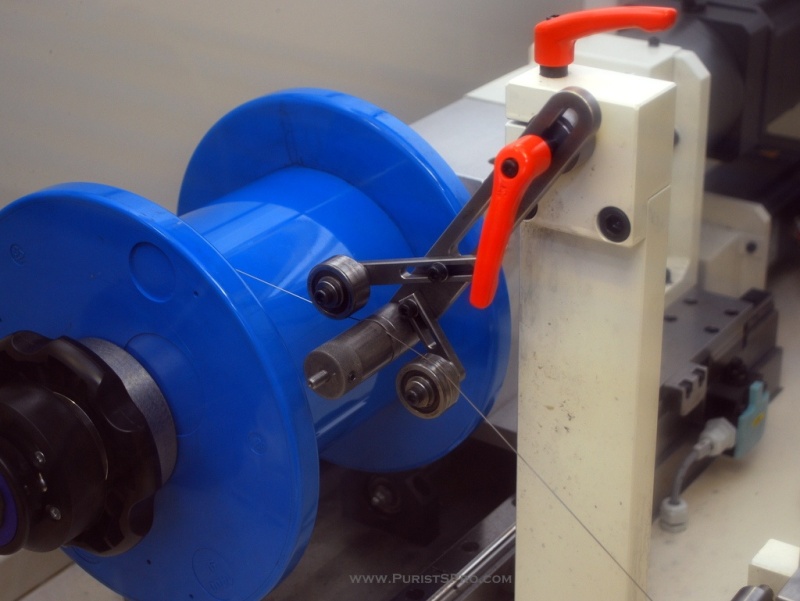
After threading the material through the machine and closing the safety doors the rolling machine can be set in motion.

While running the thickness and width of the lace produced is continuously measured and if necessary the rolling stations automatically adjusted. On the display below we see the measurements. On the upper display the tolerance band for the thickness is 0.2 microns (yes, 0.2 thousandths of a mm), below the tolerance band for the width is 20 microns.
Why this draconian tolerance control for the thickness? As we have seen in WatchTech101.1, the thickness of the spring is the most critical factor in the calculation of the strength of a spring. The thickness goes into the calculation cubed, so even the smallest variation is immediately seen later in the springs strength. The beginning of this trace is the start-up of the machine and we see the initial automatic adjustments of the rolling stations.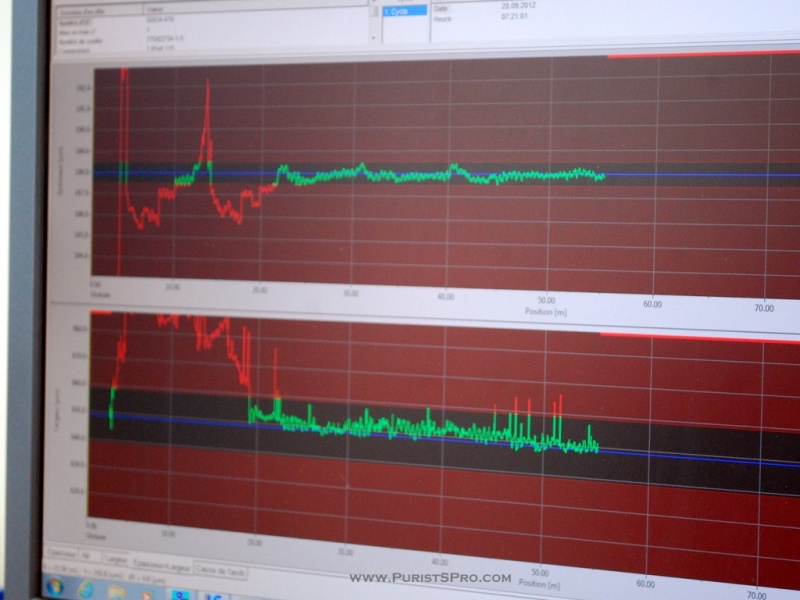
Here we see the stock of laces of different sizes.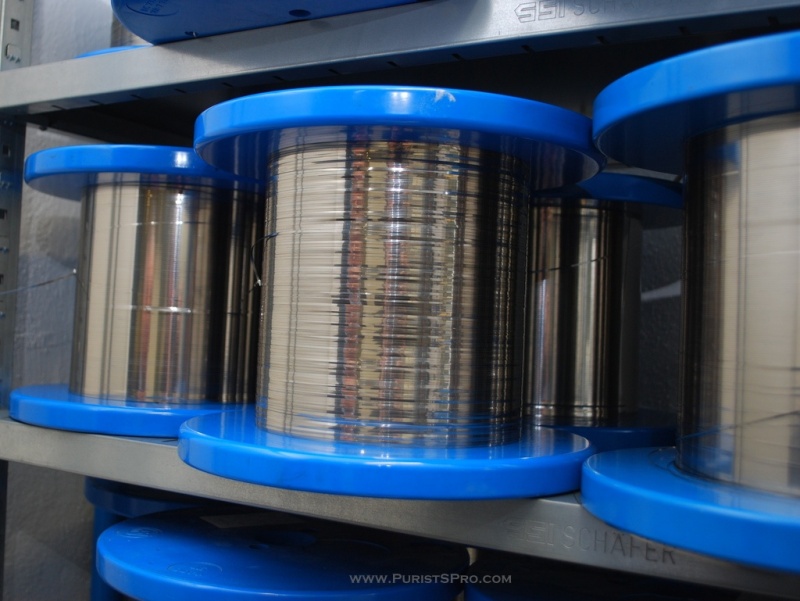

I know what you are thinking... if we are simply rolling a wire to make it square and do not draw it, it is not possible to use only one wire diameter for different lace dimensions. The cross sectional area of the wire and the produced lace must be the same.
And, of course, you are right. Before rolling to produce the lace the standard wire diameters from Vacuumschmelze are drawn to a diameter corresponding to the lace size. I did not, however, see this operation which is done at a different site in Biel.
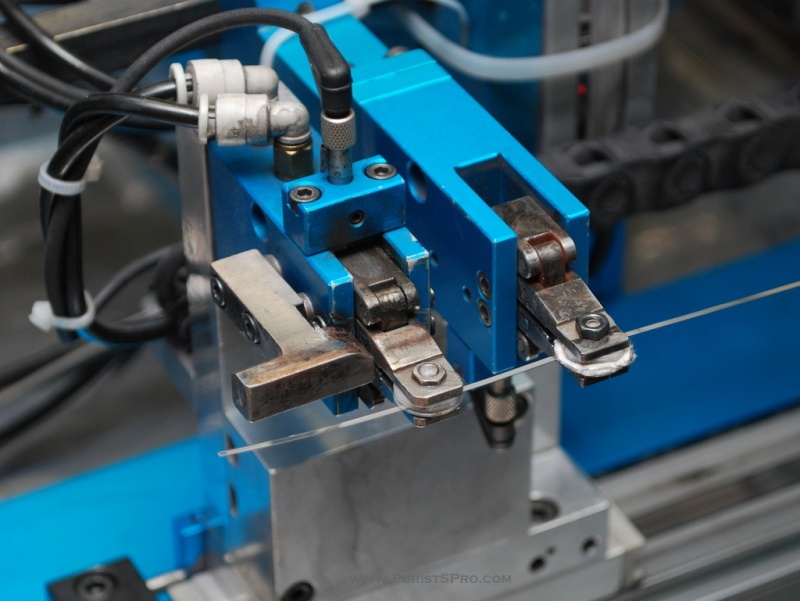
After making the lace to the right dimensions the production continues by stamping the hole for the hook on the barrel arbour that holds one end of the spring. Then the lace is cut off to the right length. In the picture below you can just make out the stamped hole in the lace.
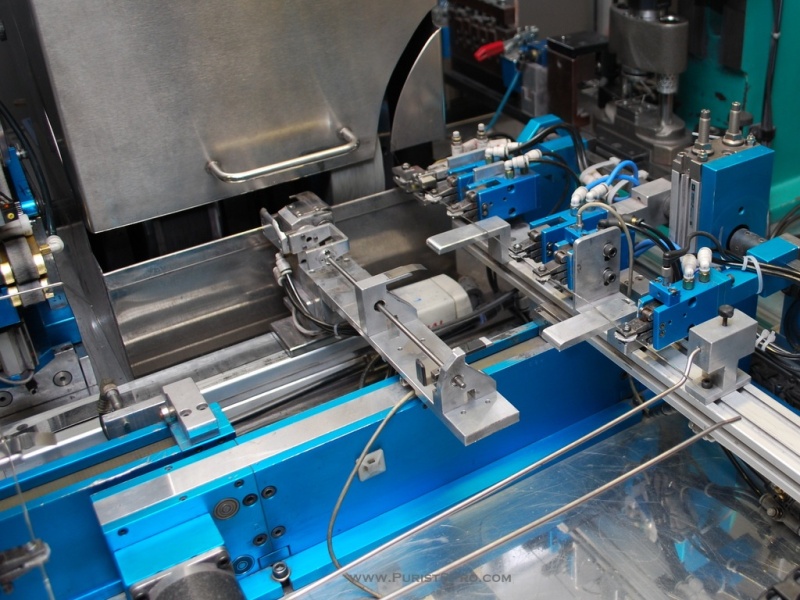
In the automatic machine doing this part of the work a spool of lace is the input material.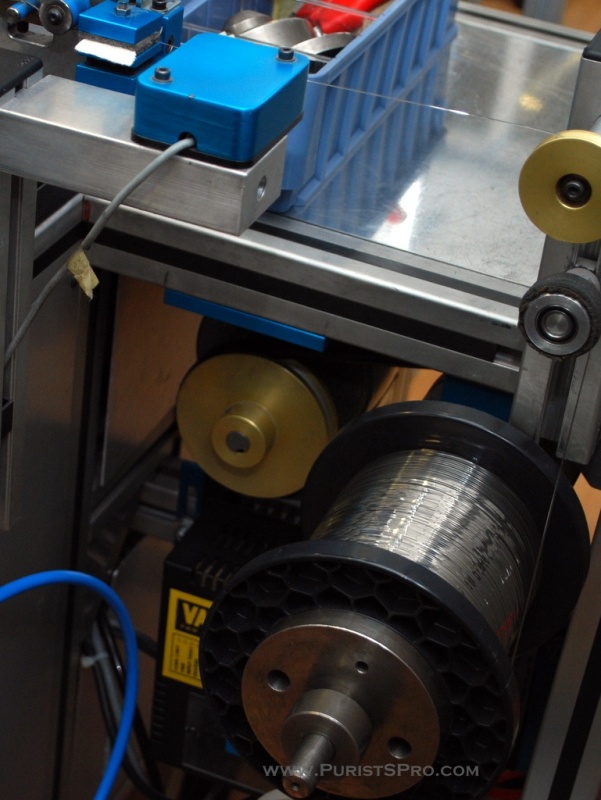
In the picture below we can see at the right a little press that punches the hole. After punching the end of the lace is taken and pulled out the correct length by the moving table.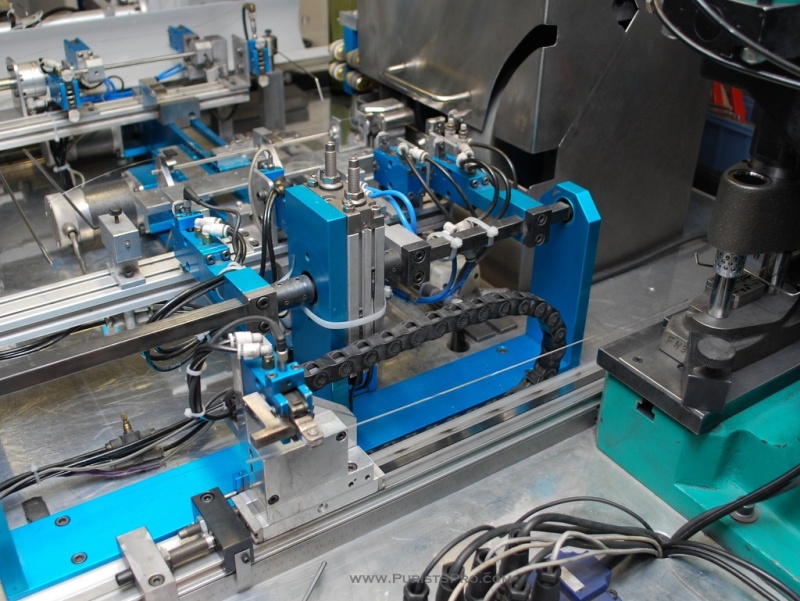
After cutting to length the second end of the lace is polished. For main springs for automatic movements this polishing is necessary to reduce the wear caused when the end of the spring rubs against the barrel wall.
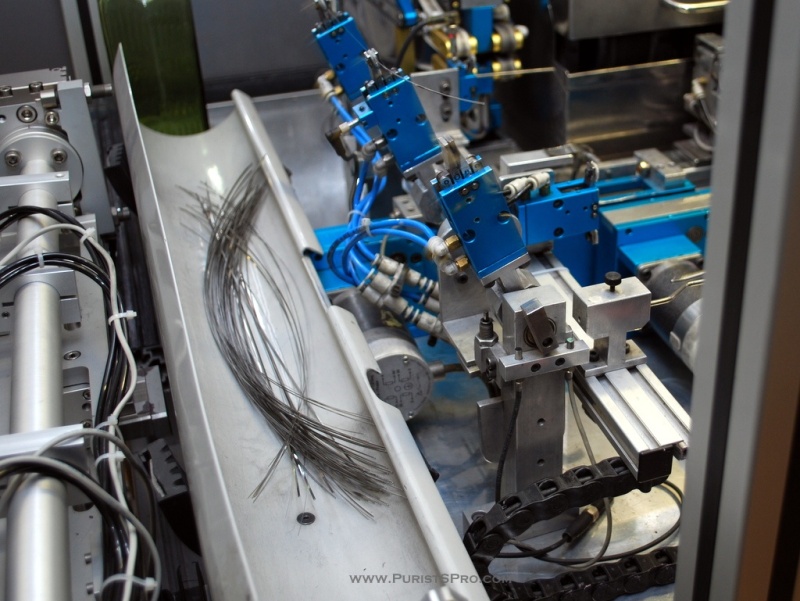
The springs are now ready for the initial coiling.

This little machine makes two different coils on the spring. The small one, called the snail, is the internal coil that holds the hook on the barrel arbour. The second larger coil in the other direction is the pre-forming of the active portion of the spring.
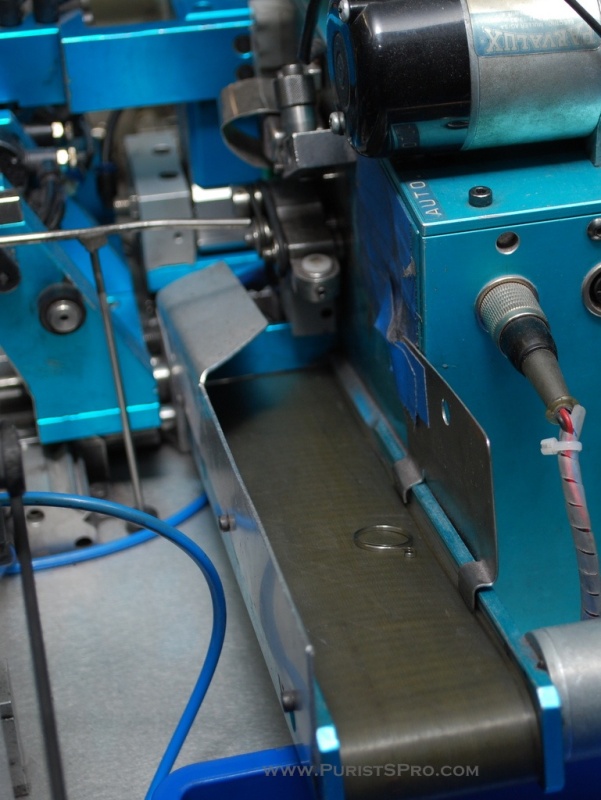
Note that at this point the material has not yet been heat treated to give it its spring properties and is easily bent and formed.

The next step in making the main spring is its heat treatment, the hardening. This is the most critical step in making the spring and where most of the know-how resides. The heat treatment must bring out the best properties of the Nivaflex® material to store the maximum energy without breaking. The springs are placed in baskets and lowered into the oven which then does its magic.
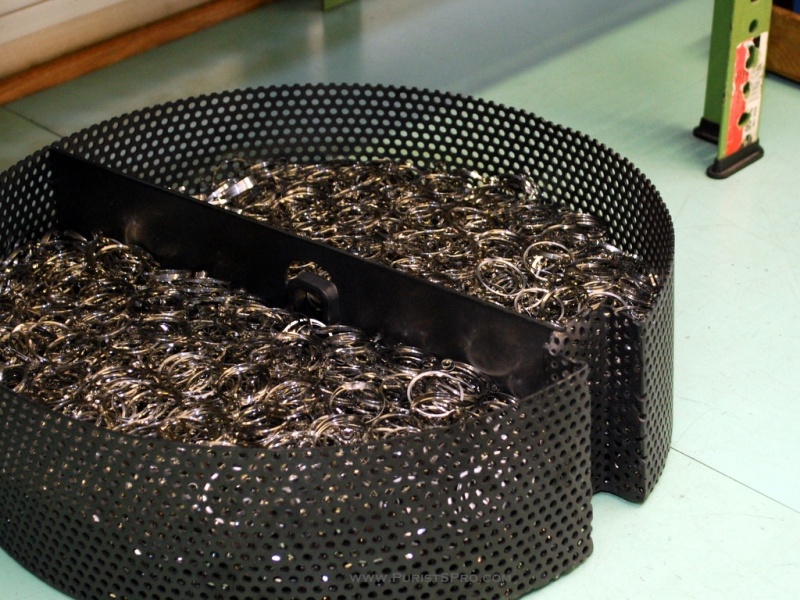
Depending on the characteristics required sometimes the springs are mounted in rings that force a certain form.

The heat treating oven.

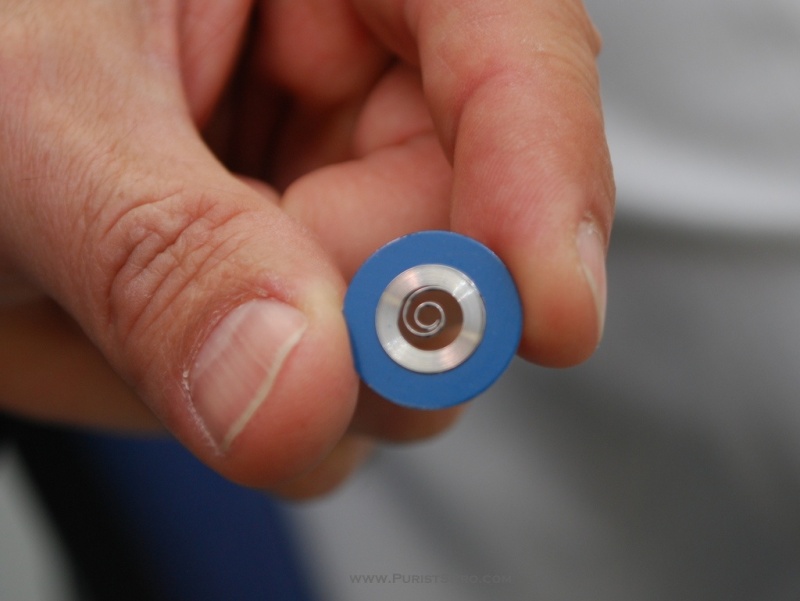
A heat treated spring. It is now “springy” and will return to its form when bent. You have already noticed, I’m sure, that this spring still doesn’t have that characteristic form that we have seen before of a main spring outside of its barrel. The larger part is even coiled in the wrong direction. We will talk more about this later.

After heat treatment the spring is coated with a teflon-like dry lubricant coating and then the automatic bridle is attached. This bridle is a second short spring that is spot welded to the main spring. In an automatic winding movement the winding of the spring is limited to a certain maximum moment by allowing the end of the main spring to slip against the wall of the barrel. As we saw above this portion of the spring is also polished to lower the wear on the barrel wall. The bridle is the spring pushing the end of the main spring against the wall of the barrel. Here we see the pile of springs on the left of the spot welder and the bridles on the right.


This is a very esoteric machine... Put a pile of watch barrels in the vibrator in the back and it will lubricate the inside of the barrel wall of all of them with the correct amount of grease to assure long life of the automatic barrel.

For manual wind watches the main spring does not get a bridle, but a hook at the end. I know you can’t see it, but you will have to believe me. This machine stamps out the hooks which are then spot welded to the springs in one operation.

Note the painstaking finger nail preparation that is needed to use this machine.

The next step is to wind the spring in the right direction and place it in a barrel or a ring. This is done on winding machines.


This new winding machine is not yet fully automatic, but allows reducing the winding and barrel insertion time for large series.

Small series are still done by hand.

Statistical testing for each lot of springs or complete barrels that leaves the factory assures the quality. These machines measure the moment curve of a spring.

The shape of the spring before and after being inserted in the barrel.
You are asking, how does it happen that the shape changes?
As we have seen, if the material is stressed past its elastic limit it will change its form. This is exactly what happens when the spring is wound into the barrel. The initial form is such that the entire length will be stressed past its elastic limit and thus take on the perfect form just following the curve described by the elastic limit. Simple and efficient.
I would like to thank Mr. Jean-Michel Uhl, the director of Générale Ressorts, for his time for this visit and his thorough explanations to my questions.
Don
This message has been edited by DonCorson on 2012-10-19 03:49:24
The first WatchTech field trip - a visit to Générale Ressorts

Thanks Don

Thanks for the report!


Never realized there was so much work...

Fascinating stuff, Don! Millions of mainsprings produced annually . . .


Do mainsprings have an expiration date....
